Полипропиленовые трубы — пайка своими руками, сварочные аппараты
На чтение 5 мин.
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединения
Пластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты.
 Детали соединяются между собой.
Детали соединяются между собой.
 Детали соединяются между собой.
Детали соединяются между собой.Муфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварочные аппараты
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Технологии
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.

Дождаться остывания шва.
Резка труб ножницамиПодготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
 После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайки
Чтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок. Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.

Как правильно паять?
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений. Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
- После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.

Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?
Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работ
Пайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.
- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.

Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участках
Далеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Трубопроводы из полипропиленовых трубок популярны для обустройства частных домов квартир. Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками.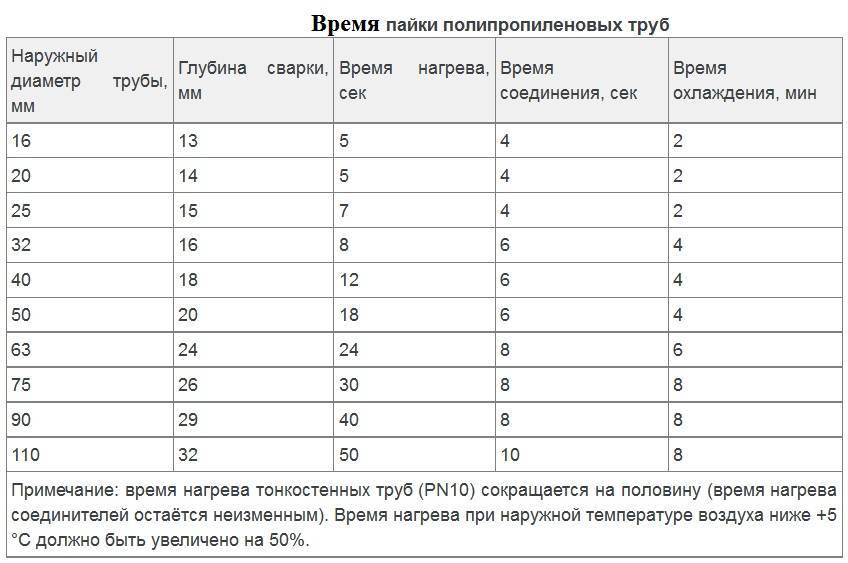 Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали.
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.
Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:

Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
как спаять, правила и методы сварки
Содержание:
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
 Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 900. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.
Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.
Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Как спаять полипропиленовые трубы без паяльника: методы пайки
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка. Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
- Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
- При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
- Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления. Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
- Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
- На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
«Важно!
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
«Важно!
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Как паять полипропиленовые трубы?
Как паять полипропиленовые трубы?
Если вы решили самостоятельно заменить старые водопроводные трубы в своей квартире, то вам необходимо будет знать несколько технологических аспектов этой работы. Ведь как правильно паять полипропиленовые трубы нужно знать.
Инструмент, необходимый для работы:
- Паяльник для пропиленовых труб.
- Маркер.
- Специальный инструмент для резки полипропиленовых труб.
- Рулетка.
- Строительный уровень.
Паяльник для полипропиленовых труб лучше всего взять напрокат, так как он будет дешевле и к тому же покупать этот инструмент не будет смысла, так как он пригодится только один раз. Этот список инструментов необходим только для пайки полипропиленовых труб. Однако, если вы хотите уложить полипропиленовые трубы в стробах, то вам пригодится многочисленная информация, которую вы найдете в Интернете.
Паяльник для полипропиленовых труб
Что это такое и как с ним правильно работать? Паяльник для полипропиленовых труб — это то же самое, что и сварочный аппарат для пластиковых труб.Паяльник состоит из подошвы, внутри которой расположены нагревательные элементы и специальные отверстия, полностью соответствующие разным диаметрам труб. Принцип работы такого паяльника ничем не отличается от работы обычного паяльника. На основном корпусе паяльника есть терморегулятор, с помощью которого мы можем установить нужную нам температуру.
Перед тем, как включить ТЭН или ТЭН и приступить к пайке полипропиленовых труб, нужно вывести паяльник из обычного положения в рабочее, для этого нужно только прикрутить к нему подставку.Обычно на дне паяльника есть два отверстия, которые предназначены для насадок, поэтому, если вам приходится работать с трубами разного диаметра, в отверстия можно вставить сразу две насадки.
После всех этих процедур можно подключать паяльник в розетку. После этого необходимо включить два ТЭНа и установить терморегулятор в положение, соответствующее 250-270 ° С. Тогда стоит немного подождать, так как паяльник должен хорошо прогреться, потребуется не более 15-30 минут.Чтобы узнать, прогрелся паяльник или нет, можно воспользоваться потухшей лампочкой на корпусе паяльника: индикатор гаснет — приступайте к работе. Однако, прежде чем приступить к пайке полипропиленовых труб, подождите еще около 5 минут, чтобы сопла должным образом нагрелись.
Начинаем паять полипропиленовые трубы
Тут все просто, отрезал нужного размера трубы. Саму установку рекомендуется начинать с общего стояка по строгой схеме: справа холодная вода, а слева горячая, следить за этим и не перепутывать.После этого одновременно прогрейте трубу и насадку и через определенное время быстро соедините трубу и насадку. Если пауза немного больше, чем нужно, не нужно снова начинать прогревать все эти элементы. Это потому, что пластик при нагревании растягивается, следовательно, ваш шов не будет надежным. Если два кольца связаны при соединении двух элементов — вы все сделали правильно. Для получения более подробной инструкции вы должны увидеть, как паять полипропиленовые трубы на виде.
Как паять полипропилен: советы мастера
Монтажные работы с пластиковыми трубопроводами включают операции резки и соединения. Благодаря техническим свойствам материала такие задачи решить проще, чем в случае с металлическими трубами. Но технологии такой же резки знакомы по большей части только опытным мастерам, хотя особых затруднений это не вызывает. По сути, требуется продукт пайки материала, в результате чего возможно изменение параметров конструкции или отдельного участка трубопровода.
Как паять полипропилен? Как и в случае сварки металла, потребуется специальный аппарат. Это может быть как небольшой ручной терморез, так и массовый профессиональный монтаж. Но в обоих случаях принцип работы одинаковый.
Паяльники
Существуют специализированные одноформатные и многофункциональные аппараты-прессовщики, с помощью которых осуществляется пайка. В этом случае этот процесс можно рассматривать и как метод резки, и как операцию соединения.Сам аппарат в простейших вариантах представляет собой небольшую конструкцию с электромеханической начинкой и оборудованием, образованным металлическими зажимами.
Как паять полипропилен на таком аппарате? От пользователя по большей части требуется только правильное направление заготовки в соответствии с требованиями техпроцесса. Сам принцип работы оборудования — это плавление трубы. Обе части нагреваются от контакта с металлическими поверхностями, после чего с ними можно выполнять любые операции соединения.Другими словами, прижим выполняет две технологические функции. Во-первых, это достижение температурного эффекта плавления полипропилена, а во-вторых, четкое позиционирование краев труб для их правильного сведения.
Подготовка к работе
Пайка пластмассовых материалов очень сложна. В расплавленном состоянии пластик очень чувствителен и восприимчив, поэтому в его структуру легко могут проникнуть инородные частицы, наличие которых может в дальнейшем повлиять на прочностные свойства трубопровода.Поэтому сами заготовки и отрезной станок необходимо тщательно очистить, вымыть и просушить.
Дополнительные устройства, которые должны быть под рукой во время работы. Например, вопрос, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание о специальных крючках и светодиодных фонариках. Крючок позволит вам подвесить прибор, если вы не можете добраться до места работы всем телом и удобно разместить инструмент, а фонарик обеспечит видимость, если на рабочее место не попадут другие источники света.
Этапы работы
Полный процесс пайки включает 4 этапа — резка, нагрев, соединение и охлаждение. Каждый этап требует от оператора особых действий, которые зависят от получаемого результата.
Резка выполняется не во всех случаях, но с ее помощью это можно сделать аккуратно с таким же точным последующим подключением. К преимуществам термической резки перед механическими методами можно отнести исключение риска деформации твердых частей заготовки.
Как спаять полипропиленовые трубы, чтобы сохранить первоначальный вид? Для этого достаточно правильно зафиксировать трубу в зажимных кольцах — тогда режущая пластина аккуратно срежет и затянет шип. Заключительный этап воздействия — самый ответственный. При его выполнении важно правильно закрепить готовую часть трубы и дать ей остыть столько, сколько требует стандарт.
Технология пайки
Отдельно стоит рассмотреть остроконечную технику.Сокращенно без разрезания данная операция выполняется чаще, поэтому большинство устройств имеют конструкцию, оптимизированную именно для этой задачи. Итак, суть процесса в том, что два конца трубы устанавливаются с противоположных сторон в фиксирующие кольца.
Затем оператор активирует тепловой удар. Эту функцию могут выполнять как кольца, так и резка накаливания. Затем сразу соедините два конца трубы.
Как правильно паять полипропилен? В отличие от сварочного аппарата для металла, пластиковые паяльники образуют шов без вмешательства пользователя.Максимальное вмешательство обеспечивается ручными моделями, в которых пользователь просто нажимает на рычаг, соединяющий две трубы. Это делается плавно и без чрезмерного давления — мягкий расплавленный пластик должен смешаться, образуя единую структурную массу в точке соединения.
Промышленные паяльники для пластмасс
В сложных и ответственных мероприятиях Нужна помощь с профессиональным оборудованием для пайки пластмасс. Такие модели отличаются возможностью работы с трубами большого диаметра, а также высокой интенсивностью нагрева.Соответственно, такие агрегаты превосходят ручные модели как по габаритам, так и по мощности электродвигателя. В этом случае не стоит рассматривать промышленный паяльник как универсальный. Заточен только для средних и больших размеров, но не подходит для малых диаметров.
Как паять полипропилен на промышленном оборудовании? Технология и принципы работы в основном одинаковы, но каждая операция выполняется на отдельной модульной станции. Один модульный блок подготавливает трубу с зенковкой и облицовкой, другой непосредственно режет пластик, третий обеспечивает нагрев, а четвертый отвечает за позиционирование заготовки.
Параметры пайки
Как уже было сказано, качество результата будет зависеть от того, насколько точно и аккуратно был проведен последний этап с охлаждением. Сложность этого этапа заключается в том, что необходимо соблюдать режим хронометража на нескольких этапах. Обычно это две стадии — в процессе нагрева и во время окончательного застывания. Временные интервалы зависят от толщины трубы. Также учитывается еще один фактор, связанный с температурным режимом.
При какой температуре паять полипропилен? Стандартные устройства с ручным приводом работают при температуре 250-270 ° С. Этого достаточно, чтобы обычную бытовую трубу из пластика довести до необходимого состояния за 15 минут. Что касается соотношения диаметра и времени охлаждения, то минимальный размер на 12 мм потребует 4 секунды при прямом подключении и 120 секунд для окончательной выдержки.
Максимальный диаметр трубы для ручных паяльников 50 мм требует 6-секундной паузы при пайке, а затвердевание происходит через 240 секунд.
Особенности пайки в труднодоступных углах
Работа в труднодоступных и труднодоступных местах требует не только использования вспомогательного оборудования (как уже говорилось, фонарей и приспособлений для удержания паяльника). Угловые соединения предусматривают особую реализацию самой технологии с применением специальных расходных материалов. Но прежде всего важно помнить, что резка выполняется только
13 Распространенные проблемы пайки печатных плат, которых следует избегать
Ручная пайка всегда считалась отличительным навыком в репертуаре гиковских навыков каждого производителя электроники.Пайка никогда не была ракетостроением. Это может быть интересное занятие для новичков, и при достаточной практике это навык легко освоить.
Хотя кто угодно может бросить припой на печатную плату, получите ли вы классные паяные соединения или совершенно пещерные соединения — это совсем другое дело. По мере того, как компоненты становятся меньше и компактнее, шансы возникновения проблем с пайкой возрастают. При пайке печатной платы старайтесь, чтобы готовое изделие имело следующие характеристики:
- Паяльная поверхность остается чистой;
- Паяные соединения должны обладать достаточной механической прочностью, чтобы паяные детали не выпали или не расшатались при вибрации или ударе;
- Пайка должна быть надежной и обеспечивать электропроводность. Это не только гарантия работоспособности изделия, но и предотвращение его выгорания в результате короткого замыкания.
И если ваша печатная плата будет использоваться для важного приложения, будет как никогда важно знать, как выглядит хорошее паяное соединение.
Компоненты становятся все меньше и меньше…(Источник: Surfacemountprocess)
Вот руководство, которое поможет вам различать, что хорошо, а что нет, чтобы вы могли быть уверены, что избежите этих проблем с пайкой для своих домашних проектов или просто сможете провести оценку качества собранных печатных плат, полученных от третьей стороны.
Идеальные пайки
При поиске дефекты припоя, полезно иметь изображение идеального паяного соединения для сравнение.
Идеальное паяное соединение со сквозным отверстием — это как Hershey’s Поцелуй
Идеальное паяное соединение со сквозным отверстием
(Источник: unbrokenstring)
Идеальный паяное соединение для компонентов со сквозным отверстием представляет собой «вогнутый фланец», который имеет гладкая и блестящая вогнутая поверхность под углом от 40 до 70 градусов от горизонтально, что похоже на поцелуй Херши.Может быть достигается, когда паяльник нагрет до нужной температуры, с оксидом слой очищен от контактов печатной платы.
Идеальное паяное соединение для поверхностного монтажа
Точно так же хорошие паяные соединения SMD также имеют гладкие вогнутые галтели.
Идеальное паяное соединение SMD(Источник: poeth)
Следовательно, общие характеристики хорошего паяного соединения:
— Имеет хорошие и полное смачивание
— Имеет вогнутое скругление
— Блестящий и чистый
Плохие пайки
К сожалению, паяные соединения могут выйти из строя по-разному, так как припой всегда оказывается там, где ему не положено.
Качество паяных соединений для компонентов со сквозным отверстием(Источник: gaudi.ch)
1. Перемычка под пайку
Паяные перемычки — сквозное отверстие и поверхностный монтаж
(Источник: Pimoroni, Youtube-Androkavo)
Из многих проблем, вызываемых все меньшими и меньшими компонентами, паяные перемычки занимают первое место в списке. Паяный мост образуется, когда две точки на печатной плате, которые не должны быть электрически соединены, непреднамеренно соединяются припоем во время пайки печатной платы.Это приведет к короткому замыканию, которое может вызвать различные повреждения, в зависимости от конструкции схемы.
Обычно это связано с чрезмерным нанесением припоя между соединениями или использованием слишком больших или слишком широких паяльных жал. Или неуместен угол, когда паяльник вынут. Идентификация паяного мостика иногда может быть сложной задачей, поскольку паяные мостики могут быть микроскопическими по размеру. Если оставить это незамеченным, это может привести к короткому замыканию и возгоранию компонента.
Паяльный мостик можно закрепить, удерживая припой в середине моста, чтобы расплавить припой, и протягивая его, чтобы сломать мост. Если паяльная перемычка слишком велика, излишки припоя можно удалить с помощью присоски для припоя.
Конечно, лучше всего предотвратить образование перемычек припоя; вы можете использовать правильную длину вывода для сквозных отверстий. Длина выводов, подходящая для вашего приложения, зависит от размера и толщины печатной платы, а также размера и качества компонентов; Кроме того, вы должны использовать правильный размер отверстия и диаметр площадки для деталей со сквозным отверстием.
2. Избыточный припой
Избыточный припой легко узнать по круглой форме(Источник: Androkavo, Youtube)
Если вы проявите излишний энтузиазм и нанесете слишком много припоя на штифт, вы получите излишки наростов, которые характеризуются округлой и выпуклой формой. Прямая причина в том, что снятие припоя происходит слишком поздно.
Обычный новичок предполагает, что чем больше припоя, тем лучше, но хотя больше припоя должно увеличить количество материала, образующего соединение, трудно понять, что на самом деле произошло под этой массой припоя.По-прежнему существует вероятность того, что ни штифт, ни площадка не смачиваются должным образом. С одной стороны, это расходует припой, с другой стороны, это увеличивает риск образования паяных мостиков и может содержать другие дефекты; Так что лучше перестраховаться, чем сожалеть. Достаточного количества припоя для надлежащего смачивания штифта и контактных площадок обычно достаточно, и вогнутая поверхность остается наилучшей формы, поскольку это позволяет нам лучше получить доступ к смачиванию соединения.
Следовательно, ключом к тому, чтобы избежать слишком большого количества припоя, является понимание времени вывода припоя.
3. Шариковый припой
Шарики припоя также являются одним из наиболее распространенных дефектов пайки, которые обычно возникают при пайке волной или оплавлением. Он выглядит как небольшая сфера припоя, которая прилипает к ламинату, резисту или поверхности проводника.
Шарики припоя могут быть вызваны многими факторами, в основном по следующим двум причинам:
- При пайке печатных плат влага возле сквозных отверстий на печатной плате превращается в пар из-за тепла.Если металлическое покрытие стенки отверстия тонкое или есть зазоры, водяной пар будет удален через стенку отверстия. Если в отверстии есть припой, водяной пар может выдавить припой и образовать шарики припоя на лицевой стороне печатной платы.
- Образование шарика припоя на обратной стороне печатной платы (сторона, контактирующая с гребнем волны) вызвано неправильной настройкой некоторых параметров процесса при пайке волной припоя. Если количество флюсового покрытия увеличивается или температура предварительного нагрева слишком низкая, это может повлиять на испарение компонентов флюса.Когда печатная плата входит в гребень волны, излишек флюса испаряется при высокой температуре, и припой выплескивается из ванны с оловом. На поверхности печатной платы образуются шарики припоя неправильной формы.
4. Холодный стык
Бугристый и тусклый холодный стык(Источник: Androkavo, Youtube)
Поверхность холодных стыков выглядит тусклой, бугристой и покрытой рябью. Обычно это вызвано тем, что к стыку передается недостаточное количество тепла для его полного расплавления, что может быть результатом ряда различных причин.Возможно, паяльнику или самому соединению не было предоставлено достаточно времени для достаточного нагрева, температура паяльника может быть недостаточно высокой для плавления конкретного типа используемого припоя (например, бессвинцовый припой имеет более высокую температуру плавления) или, это может быть результатом конструкции подушечек и самих следов. Например, контактная площадка, подключенная непосредственно к заземляющей пластине без учета термического разгрузки, приведет к тому, что тепло паяльника будет отдано заземляющей пластине. Если вы обнаружите стойкое паяное соединение, которое не разжижается, возможно, неисправна конструкция.
Холодное соединение — это то же самое, что и виртуальная сварка. В процессе производства сложно полностью обнажить. Часто требуется, чтобы пользователи использовали его в течение определенного периода времени, который может составлять дни, месяцы или даже годы. Это не только будет иметь очень плохие последствия, но и вызовет чрезвычайно серьезные последствия. Из-за низкой прочности холодной сварки проводимость невысока.
5. Перегрев стыка
Обгоревший паяный стык (больше похоже на обгоревшую паяльную маску)Подобно тому, как слишком мало тепла вызывает шаткие суставы, слишком большое количество тепла также вызывает головную боль.Перегретые паяные соединения имеют белые паяные соединения, отсутствие металлического блеска и шероховатую поверхность. Перегрев паяных соединений может возникнуть в результате слишком высокой температуры паяльника или из-за того, что припой не течет, возможно, из-за того, что поверхность контактной площадки или вывода уже имеет слой оксида, что препятствует достаточной теплопередаче и, следовательно, заставляет вас нагревать сустав слишком долго. Будем надеяться, что нанесенный ущерб не будет серьезным (возможно, просто сгоревший флюс), но он может привести к полному подъему контактных площадок, разрушению платы или необходимости дорогостоящего ремонта.Избегайте этого, выбирая правильную температуру паяльника и используйте флюс для очистки грязных стыков и контактных площадок.
6. Надгробие
Дефект надгробной плиты — поверхностный монтаж и сквозное отверстие
(Источник: Youtube — BermNarongGamer, Epectec)
Компонент с надгробием обычно представляет собой компонент для поверхностного монтажа, такой как резистор или конденсатор, одна сторона которого оторвана от контактной площадки. В идеале припой должен прикрепиться к обеим контактным площадкам и начать процесс смачивания.Но если припой на одной контактной площадке не завершил процесс смачивания, одна сторона компонента будет наклоняться набок, выглядя как надгробие, отсюда и ее зловещее название.
При пайке оплавлением все, что может привести к расплавлению паяльной пасты на одной контактной площадке раньше, чем на другой, может вызвать надгробие. Например, отсутствие терморазгрузочной конструкции или неодинаковая толщина дорожек, соединяющихся с контактными площадками. При пайке волной припоя компоненты с большими корпусами могут физически толкаться поступающей волной припоя, в результате чего компонент фиксируется в виде надгробия.Инженеры-компоновщики должны учитывать направление волны при проектировании плат, предназначенных для пайки волной припоя.
7. Недостаточное смачивание (сквозное отверстие)
Подушечка и штифт не полностью смоченыНе полностью смоченные стыки являются слабыми и не образуют прочного соединения с доской. В идеале припой
| Это
страница содержит предупреждающие знаки, помогающие предотвратить возможные проблемы. Удалить легковоспламеняющиеся вещества из рабочей зоны Помните ваша вода выключен Паяльная горелка может вызвать возгорание. Проведите водяной шланг от соседского дома и готовьтесь. Приготовьте ведра с водой. Наполните ванну. БУДЬТЕ БЕЗОПАСНЫ. Иметь под рукой огнетушитель класса АВС Купить: Газовый банки безопасности на Amazon Fire огнетушители | |||
| Используйте бессвинцовый серебряный припой для подшипников | Собери
материалы: Колена, муфты, переходники с наружной и / или внутренней резьбой Наждачная бумага. Труборез. На фото показан мини-резак для плотного
локации. Водонагреватели «Под стойкой» обычно имеют соединения 1/2 дюйма.
имеют обжимные фитинги 1/4 «и не требуют пайки. | ||
| Пайка
паста / или флюс Паяльная паста наносится на трубы и фитинги. Используйте кисть для пасты с жесткой щетиной, продаваемую для пасты. Не используйте смазку. Паяльная паста выглядит и ощущается как смазка, но не смазывать. Используйте бессвинцовую паяльную пасту Купить: Пайка вставить на Amazon | |||
| Использование
Бессвинцовый припой Прочтите этикетку на стороне припоя: на этикетке должно быть указано, что продукт можно использовать для бытовые водопроводные трубы. НЕ используйте этилированный припой для труб с питьевой водой. Покупка: | |||
| Купить
баллон с пропаном и наконечник горелки Пример показывает баллон с пропаном с самовоспламеняющимся наконечником Нажмите на курок, и пропан загорится, снова нажмите на курок и факел выключает. Купить: Триггер запуск горелки на Amazon Пропан топливный цилиндр на Amazon Striker в Amazon Извлеките наконечник резака из резервуара, когда закончите предотвратить утечку.По возможности храните пропан на открытом воздухе. | |||
| Песок
концы трубы Используйте наждачную бумагу для шлифования концов труб и внутренней арматуры Затем протрите сухой тряпкой, чтобы удалить песок | |||
| Ream
внутреннюю часть пробирки до однородности. Шероховатая внутренняя кромка трубы может вызвать эрозию медной трубы | |||
| Песок
внутри фитингов Пальцем вращайте наждачную бумагу внутри каждого фитинга Затем протрите сухой тряпкой, чтобы удалить зерно | |||
Песок припой для удаления окислов и грязи.Если припой какое-то время находился в ящике для инструментов, он испачкается и становятся темным. | |||
| |||
| Применить
паяльная паста внутри фитинга Нанесите паяльную пасту полностью на внутреннюю часть фитинга, но только там, где установлена труба. Припой будет прилипать к месту нанесения пасты. | |||
| |
| ||
| Опасность пожара / Используйте металлический щит, держите воду наготове |
| ||
| Световой фонарик
с помощью бойка или спички Поток газа выдувает спичку Нападающий — самый простой способ зажечь факел. Купить Striker на Amazon Чтобы зажечь горелку спичкой: Включите газ при слабом расходе. | |||
| |||
| |||
| | Припой обтекает трубу и соединяется с медью там, где
паяльная паста была
применяется. Соединение закончено = переместите резак на второй шарнир | ||
| Плохо
паяное соединение Плохое паяное соединение: неоднородный припой, между ними видна трещина. труба и фитинги. Даже небольшая трещина свидетельствует о плохом паяном соединении. Плохие стыки необходимо заменить, перепаять их нельзя. Труба и фитинг должны быть сухими. | |||
| |||
| Переходник с наружной резьбой 1/2 дюйма припаян к трубе. Когда остынет, подсоедините другой фитинги или подсоедините запорный вентиль к адаптеру. |
| ||
| |||
| |||
10 основных проблем пайки печатных плат | ОРЕЛ
Если вы делаете печатные платы промышленного уровня, то, скорее всего, вам не придется вручную паять компоненты вручную.На этом этапе все сводится к тому, чтобы положиться на производителя, который изготовит голую плату и соберет для вас все детали. Хотя процесс пайки с участием производителя по-прежнему основывается на тех же принципах, которые вы использовали в своих прототипах в своей лаборатории, теперь для выполнения этой работы задействовано несколько мощных механизмов. Но то, что задействовано оборудование, не означает, что этот процесс менее подвержен ошибкам, чем выполнение его вручную. Пайка на уровне производства по-прежнему остается точной наукой, которую необходимо тщательно контролировать.В противном случае вы столкнетесь с одной из этих 10 проблем с пайкой.
Волновая пайка 101
Если это ваша первая конструкция печатной платы, которую вы полагаете, что производитель изготовит и соберет для вас, то пайка волной припоя может быть новым термином. Это процесс отправки вашей печатной платы через гигантскую печь, где все ваши компоненты прикрепляются к вашей плате за считанные секунды. Как вы понимаете, этот процесс намного эффективнее, чем необходимость ручной пайки компонентов вручную, и задействованное оборудование может одновременно обрабатывать компоненты как для сквозного монтажа, так и для поверхностного монтажа.
Выставка паяльной машины для бессвинцовой пайки, она похожа на гигантскую печь! (Источник изображения)
В процессе пайки волной припоя используется машина для пайки волной припоя, как показано на рисунке. Эта машина представляет собой автономную печь, которая принимает голую плату с размещенными компонентами на одном конце и предоставляет полностью спаянную плату на другом конце. Между этой начальной и конечной точкой находится несколько процессов, в том числе:
- Применение флюса . Ваша плата сначала помещается на конвейерную ленту перед установкой пайки волной припоя, и на нее наносится слой флюса.Этот слой очищает все ваши компоненты и гарантирует, что припой сможет правильно прикрепиться к контактам и контактным площадкам на ваших компонентах.
- Предварительный нагрев . После нанесения флюса ваша доска ложится на площадку для предварительного нагрева. Этот процесс нагревает вашу плату ровно настолько, чтобы предотвратить термический удар, прежде чем она попадет в волну пайки.
- Волна пайки . На этом заключительном этапе ваша плата проходит через волну жидкой пайки. Нижний слой вашей печатной платы будет контактировать с жидкой волной припоя, образуя соединение между каждым компонентом и связанным с ними отверстием или площадкой.
Процесс пайки волной в визуальной форме, от флюса до сплошной волны. (Источник изображения)
Как видите, этот автономный процесс пайки волной припоя имеет множество возможностей для ошибок, от нанесения флюса до финального процесса пайки волной припоя. Ниже мы рассмотрим, как эти процессы могут взаимодействовать с вашей физической платой и вызывать некоторые непредвиденные проблемы.
Примечание. Если на вашей плате возникают проблемы с пайкой, это не всегда ваша вина.Да, есть определенные решения, которые вам необходимо принять в процессе проектирования, которые повлияют на технологичность вашей платы, такие как расстояние между компонентами, ориентация и т. Д. Но помимо этого, во время процесса пайки волной припоя возникает множество проблем из-за проблем на вашей плате. конец производителя, который необходимо исправить.
Не стоит сразу винить себя, если ваша плата вышла из строя из-за проблем с пайкой. Процесс постпроизводственного анализа выявит первопричину, будь то дефект в вашей конструкции или проблема с производственным процессом или материалами.Когда вы или ваш производитель ищете дефекты, всегда полезно иметь в голове идеальное изображение здорового паяного соединения. Посмотрите это ниже.
Здоровое паяное соединение с гладкой поверхностью и углами смачивания 40–70 градусов. (Источник изображения)
# 1 — перемычка припоя
Проверьте первые два контакта на этой ИС; они соединились, образуя паяный мостик. (Источник изображения)
Перемычка припоя возникает, когда два паяных соединения соединяются, образуя непреднамеренное соединение, которое может привести к короткому замыканию на плате.Как вы можете видеть на изображении выше, первые два контакта на этой ИС замкнулись вместе. Фигово.
Некоторые причины образования перемычек припоя могут включать:
- Разработка печатной платы с плохим распределением веса с большими компонентами на одной стороне.
- Не оставлять достаточно места между контактными площадками и слоем паяльной маски.
- Не ориентация компонентов одного типа в одном направлении.
№ 2 — Поднятые компоненты (надгробная плита)
Компонент надгробной плиты, поднявшийся во время пайки волной припоя — RIP.(Источник изображения)
Наличие на плате компонента надгробного камня означает, что он приподнялся над основанием печатной платы в процессе пайки волной припоя. Это в конечном итоге выглядит как надгробие.
Причины этого типа проблемы могут включать:
- Имеет неправильную длину вывода, который поднимается при входе в ванну для припоя.
- Пайка волной гибкой платы, которая изгибается, а компоненты остаются плоскими.
- Использование компонентов с различными требованиями к термической стойкости или паяемости свинца.
# 3 — Избыточный припой
Избыточное скопление припоя на этом соединении, обратите внимание на округлую форму. (Источник изображения)
Если ваша плата проходит через машину для пайки волной припоя и забирает с собой слишком много припоя, вы получите избыточный налет. И хотя этот избыток припоя все еще может образовывать электрическое соединение, становится трудно сказать, что происходит внутри этой округлой массы.
Причины чрезмерного припоя могут включать:
- Не ориентация компонентов одного типа в одном направлении.
- Использование неправильного соотношения длины выводов и контактных площадок в процессе проектирования.
- Со стороны производителя конвейерная лента также может работать слишком быстро.
# 4 — шарик припоя
Шарик припоя прикрепляется к контакту компонента. (Источник изображения)
Заливка припоя происходит, когда небольшая часть солдатика прикрепляется к поверхности вашей печатной платы во время процесса пайки волной припоя.
Причины образования шариков припоя могут включать:
- Слишком высокая температура припоя в машине для пайки волной припоя.
- Припой падает обратно в волну припоя во время разделения и брызгает обратно на плату.
- Газы, выделяющиеся при нагревании флюса, заставляют припой снова брызгать на плату.
# 5 — Смачивание / несмачивание припоя
Здесь видна оголенная медь от несмачиваемого припоя. (Источник изображения)
Когда твердое тело «мокрое», это хорошо. Это означает, что ваш припой достиг идеального жидкого состояния и сможет правильно прикрепляться к выводу компонента или контактной площадке.С этим процессом смачивания могут быть две проблемы. Первый — это осушение, когда расплавленный припой покрывает вывод или контактную площадку, а затем отступает, оставляя после себя насыпь припоя странной формы. Также существует несмачиваемый, когда припой лишь частично прикрепляется к поверхности, оставляя за собой открытую медь.
Причины обеих этих проблем смачивания могут включать:
- Компоненты производителя не обновляются должным образом. Многие детали имеют срок годности для пайки только около года.
- Флюс, используемый вашим производителем, возможно, истек, и его необходимо заменить после сорока часов использования.
- Покрытие, используемое на латунных штырях компонентов, могло быть неправильно покрыто медью.
# 6 — Поднятые колодки
Возможно, эта приподнятая колодка была слишком перегружена. (Источник изображения)
Если компонент по ошибке припаян и его необходимо удалить, это может привести к отрыву площадки этого компонента от вашей печатной платы.
Причины поднятия подушки могут включать:
- Слишком большая перегрузка стыка контактных площадок там, где нарушен слой между медью и платой.
- Платы с тонкими слоями меди более подвержены этой проблеме.
- Возможно, на вашей плате нет ровного слоя медного покрытия для выводов компонентов со сквозными отверстиями.
# 7 — отверстия для штифтов и продувки
Из продувочного отверстия на доске образовывалась избыточная влага.(Источник изображения)
Отверстия под штифты и газовые раковины легко идентифицировать, просто найдите отверстие в паяном соединении. Это отверстие может простираться от наблюдаемого вами слоя до внутренних слоев или даже до нижней части платы, вызывая проблемы с подключением.
Причины этих отверстий могут включать:
- На плате скапливается избыточная влага, которая будет пытаться уйти через тонкое медное покрытие.
- Не ориентировать компоненты аналогичного типа в одном направлении, что может привести к плохому процессу меднения.
- В процессе проектирования имеется слишком малое или слишком большое отношение захода к отверстию.
# 8 — переходники под припой
Припой пропустил пятно на этом SMD, пропуск припоя. (Источник изображения)
Как следует из названия, пропуски припоя могут происходить, когда припой пропускается по контактной площадке для поверхностного монтажа, оставляя неподключенную область или контактную площадку.
Причины пропусков припоя могут включать:
- Ваш производитель использует неправильную высоту волны между платой и волной припоя.
- Газообразование флюса под вашей платой, из-за которого припой не прилегает должным образом к стыку.
- В процессе проектирования размещайте контактные площадки разного размера для SMD-компонента.
# 9 — флаги под пайку
Флажки для пайки, стоящие на печатной плате. (Источник изображения)
Хотя сами флажки припоя по-прежнему будут обеспечивать правильное соединение на плате, они являются индикатором плохого нанесения флюса и проблем с отводом припоя и могут «пометить» проблемы с пайкой в других местах на плате.
Причины этих выступов из паяного соединения могут включать:
- Припой медленно стекает из машины для пайки волной припоя, что приводит к чрезмерной высоте припоя.
- Непоследовательное нанесение флюса, которое можно определить, если вы увидите на плате нитевидные следы припоя.
- Если поставщик компонентов отрезал провода на ваших деталях и хранил их в течение длительного времени, это может вызвать окисление, и припой будет с трудом закрепиться.
# 10 — Изменение цвета припоя
Видите темные пятна на этой доске? (Источник изображения)
Эта последняя проблема с пайкой носит чисто косметический характер, но ваш производитель должен найти время, чтобы выяснить основную причину. Обесцвеченную маску можно определить по паяльному резисту, печатной плате и даже на конвейерной ленте в машине для пайки волной припоя.
Причины появления паяльной маски могут включать:
- Ваш производитель использует разные флюсы или более высокие температуры между циклами пайки волной одной и той же платы.
- Ваш производитель меняет тип или толщину паяльной маски в середине цикла пайки.
- Ваш производитель смешивает партии печатных плат во время одного процесса пайки волной припоя.
Оседлайте волну
Итак, 10 основных проблем с пайкой, которые могут испортить отличный дизайн печатной платы. Опять же, имейте в виду, что все проблемы, которые мы описали выше, не обязательно являются вашей ошибкой, если они возникают. Если вы следуете набору рекомендаций по проектированию для производства (DFM), то проблема, скорее всего, лежит на вашем производителе.Конечно, все эти проблемы с пайкой ваш производитель должен выявить на этапе проверки. Если проблема обнаружена, то это процесс поиска первопричины, будь то проблема с процессом пайки волной припоя или проблема с вашим дизайном. Чтобы быть впереди себя и избежать проблем с пайкой, всегда держите под рукой контрольный список DFM, чтобы убедиться, что вы соблюдаете передовые методы своего производителя. Таким образом, вы сможете вернуть хорошую доску в первый раз, каждый раз.
Готовы разработать и изготовить свою первую профессиональную печатную плату? Попробуйте Autodesk EAGLE бесплатно сегодня.
Пайкаи инструкция, как правильно паять, пайка своими руками пластмассовые
Сваркаполипропиленовых труб — процесс, доступный даже начинающему механику Все чаще старые металлические трубы мы заменяем пластиковыми, в том числе полипропиленовыми. Мы делаем выбор, потому что они долговечны, не ржавеют, не много весят, не гниют, к тому же их сборка полностью подчиняется каждому умелому хозяину дома.Сварка современных полиэтиленовых труб осуществляется быстро, но требует определенных навыков, которые, кстати, приходят быстро. Если вы не уверены в себе, то можете заранее потренироваться в сборке небольших сегментов и недорогой арматуры, а затем также приступить к изготовлению своей системы водоснабжения.
содержание:- Пайка полипропиленовых труб: виды продукции
- Исследованы как пайка полипропиленовых труб
- Как пайка полипропилена: рабочие этапы
- Время пайки полипропиленовых труб: индикаторы стола
- Сварка или пайка пластиковых труб своими руками
- температура пайки полипропиленовых трубок
- сварка пластиковых труб своими руками (видео)
пайка полипропиленовых труб: виды продукции
трубы полипропиленовые А обычно бывают четырех цветов: черный, серый, зеленый и белый.
Из всех типов труб, имеющихся на рынке, только черные отличаются от других особой повышенной устойчивостью к ультрафиолетовому излучению. Их используют практически только для прокладки системы полива почвы.
Остальные трубы имеют схожие характеристики, используются в различных областях и различаются по способу выдерживания температуры.
полипропиленовые трубы бывают нескольких видов
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды с температурой до + 45 ° C.Их можно отличить по полосе синего цвета, идущей вдоль трубы.
- Для горячего водоснабжения, нагрева до + 85 ° С. Их индивидуальной отличительной особенностью является продольная полоса ярко-красного цвета.
- Универсальный, допустимый нагрев которого не должен превышать + 75 ° С. Для ориентирования продукта накладываются вместе две полосы — синяя и красная.
Используются для пайки полипропиленовых трубок
Полипропилен как материал обладает высокой прочностью и жесткостью.Поэтому для создания систем с соединениями, изгибами и переходами используются разные аксессуары, называемые фурнитурой. Это всевозможные уголки, тройники, муфты, байпасы, переходники и так далее. С трубами соединяются пайкой. Этот процесс также называют сваркой из-за того же значения этого слова. Два элемента нагреваются до определенной температуры плавления, а затем в горячем состоянии свариваются. Если все правильно загерметизировать, то соединение будет монолитным и прочным, и служит столько же, сколько и сами трубы.
Если необходимо соединить полипропилен с металлом, то необходимо взять комбинированную арматуру. У них одна часть сделана из металла и соединяется обычным резьбовым способом, а вторая — полипропиленовая припаяна с помощью специального приспособления — паяльника или сварочного аппарата.
Это устройство похоже на металлическую платформу, но внутри находится электрическая спираль, которая нагревает поверхность. Это устройство еще называют утюгом. Соединить два элемента.
Процесс пайки полипропиленовых трубДля нагрева элемента на необходимой глубине на сварочной платформе должны быть установлены две разные насадки с тефлоновым покрытием:
- Для нагрева трубы внутри используется сопло меньшего диаметра;
- Для нагрева внешней поверхности надеваем втулку.
Перед началом работы необходимо хорошо прогреть паяльник, тогда сварка будет качественной и надежной.
Как паять полипропилен: шаги
Паяльник, используемый для пайки полипропиленовых труб, немного отличается от обычных, но имеет тот же принцип работы.
В продаже есть две основные модели: с цилиндрическим нагревателем и с плоской площадкой.
Для специалистов особой разницы нет, каждый выбирает то средство, которое ему больше нравится.
Пошаговая инструкция по пайке полипропиленовых труб
После разогрева паяльника выполняются следующие действия:
- Сопло подбирается подходящего диаметра;
- Затем в отверстие в платформе проденьте штифт;
- На штифте с двух сторон используются втулка и оправка;
- Гайки затянуты с двух сторон;
- На регуляторе выставить необходимую температуру нагрева, + 260 ° C
Осталось дождаться сигнала установленной температуры.Паяльник готов к работе. Для качественной сварки важно, чтобы края свариваемых изделий были ровными. Смотри. Если есть необходимость, то исправьте недостатки.
Время пайки полипропиленовых труб: таблица показателей
При сварке полипропилен необходимо нагреть до необходимой температуры 260 градусов. Перегрев и недогрев существенно влияют на качество шва и снижают прочность. Поэтому пока агрегат прогревается, не начинайте трясти детали.Слишком перегретая и мягкая труба тоже не будет хорошим результатом — фитинг просто не сможет в нее вставить, а если материал недостаточно нагреть, он не расплавится.
Фитинги и полипропиленовые трубы перед сваркой необходимо очистить, обезжирить и высушить. Если этого не сделать, то качество сварки будет ужасным.
Эта подготовка необходима для всех типов труб, кроме так называемых армированных фольгой. Этим методом можно паять и трубы, армированные стекловолокном.
Время пайки полипропиленовых труб
Время пайки полипропиленовых труб напрямую зависит от диаметра самой трубы, а именно:
- Трубка диаметром 16-20 мм — пайка 6 секунд;
- 25-32 мм — 10 секунд;
- 40-50 мм — 20 секунд;
- 63-75 мм — 30 сек.
Эти данные подходят, если температура окружающей среды в пределах + 20 ° С. При более высокой температуре индикатор смещается в меньшую сторону.
Сварка или пайка пластиковых труб своими руками
Для оборудования систем отопления квартир и частных домов используют трубы диаметром от 16 до 30 мм. Самые популярные из них имеют диаметр 20 и 25 мм.
После определения диаметра необходимо рассчитать общую длину трубопровода. Для этого вам лучше всего очертить пространство в доме, нанеся линии на стенах, в местах, где будут проходить трубы, и измерить их протяженность.Если настенные рисунки не нарушают внешний вид ваших комнат, можно сразу применить необходимую фурнитуру. Так вам будет проще правильно рассчитать их правильное количество.
Если вы не умеете рисовать на стенах, начертите на листе простую схему трубопровода и нанесите на нее все необходимые элементы. Сделайте расчеты и отправляйтесь в магазин за покупками. Следующим шагом будет подготовка всех деталей, которые вы будете паять.
Перед тем, как приступить к пайке труб своими руками, сделайте необходимые измерения и нанесите чертежи.
Когда трубы и фитинги подготовлены, действуйте следующим образом:
- Зачистите и обезжирьте все точки пайки на изделиях;
- После высыхания поверхности на трубах на расстоянии 1.В 5 см от края нанесите тонким маркером отметку, обозначив расстояние погружения в штуцер;
- Перед тем, как присоединить трубу к уголку, сначала прикрепите одну деталь к другой так, как они должны быть в готовом состоянии, и сделайте продольную отметку на трубе и уголке одновременно, что поможет вам в дальнейшем правильно соединить детали ;
- Далее надеваем трубу на дюбель аппарата, и одновременно вставляем штуцер в гильзу;
- По прошествии необходимого времени снимите детали с патрубков и соедините, проталкивая трубу в фитинг до указанной отметки.Производим подключение, руководствуясь сделанными отметками. Нельзя крутить и вращать элементы.
По истечении указанного времени давление можно прекратить, но соединение нельзя трогать в течение нескольких минут. По прошествии достаточного времени можно считать, что пайка завершена. Можно переходить к следующему шву, достаточно предварительно проверить паяльник. Если на нем остались фрагменты последней пайки, аккуратно удалите их мягкой тканью без ворса.
Температура пайки полипропиленовых труб
Чтобы правильно сварить ПВХ трубы, необходимо все делать правильно.Для этого к каждому сварочному аппарату прилагается инструкция, согласно которой правильно изготовлен шип.
Чтобы сварить полипропиленовые трубы, необходимо нагреть прибор сварочного оборудования до температуры 260 градусов, и только после этого приступить к работе.
Перед тем, как начать, следует четко знать правила, по которым свариваются детали, секреты, которые помогут вам работать в труднодоступных местах, сколько нагревается прибор, как впаивать пластиковую трубу в металлический стояк и можно ли кипятить водопроводные трубы.