основные этапы, особенности, возможные деформации
Двутавровая балка, также известная как двутавр, — элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
Содержание статьиПоказать
Актуальность вопроса
Как сделать двутавровую балку самому? Мы поделимся с вами основными этапами этого процесса и расскажем о нюансах, которые важны в процессе работы, если вы хотите избежать деформаций.
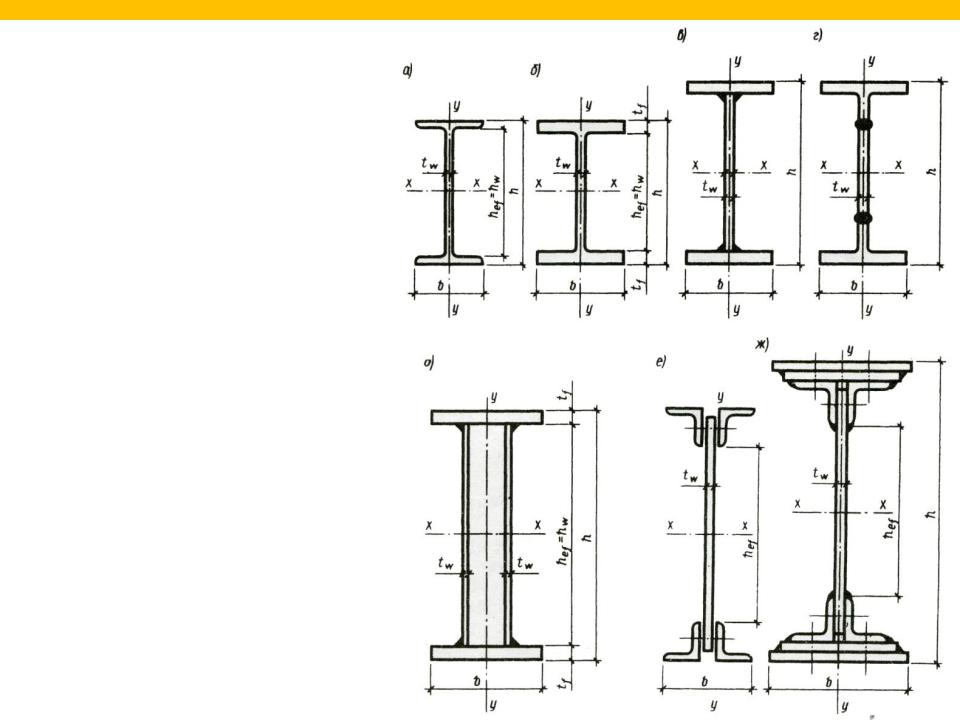
Сварная двутавровая балка изготавливается из черного металла. В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза.
Виды двутавров:
- прокатные — заготовки для них прокатывают вдоль станка;
- составные (сварные) — несколько заготовок на производстве сваривают друг с другом; их используют чаще всего, потому что при необходимости сделать их можно и на строительной площадке.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
В месте, где загруженность невысокая, можно использовать лёгкие сплавы, а в частях здания, где давление больше — использовать балки из стали высокой прочности.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера.
Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
 Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск. Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
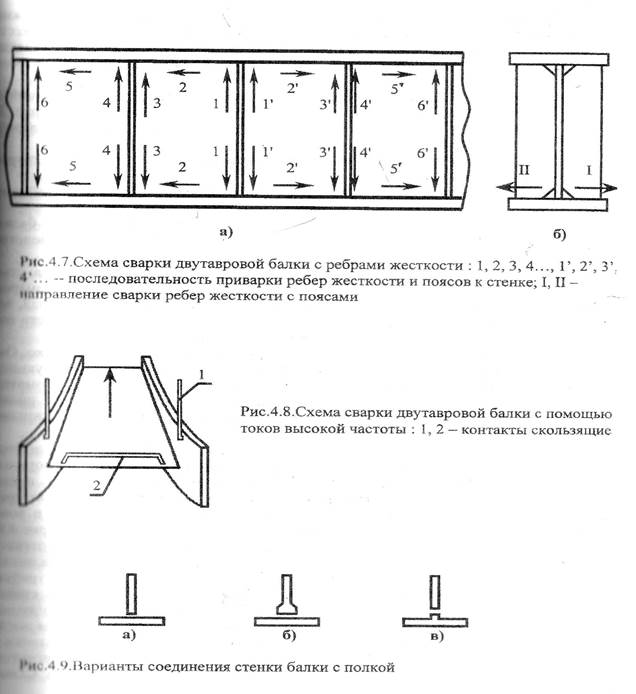
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов.
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия — обязательное условие изготовления двутавров.
Варка электродом имеет особые условия. В случае, если одна из частей балки меньше по толщине, электрод следует наклонять на 60 градусов. Если деталь, которую вы привариваете, толще, то стержень следует держать ровно.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием — разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
Заключение
Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
Как сварить двутавры между собой: теория и правктика
Специфика конструкций двутавровых балок обуславливает некую последовательность, которую необходимо соблюсти, когда необходимо соединить данные изделия. Обычно вариант сварки будет напрямую зависеть от технических характеристик металлопроката, а также типа используемого оборудования для соединения поясных швов стальной балки. Сегодня нашло широкое применение использование автоматов под флюсом.

Сварка балок двутаврового сечения
Как правило, технология процесса выглядит следующим образом:
- Собирают балку из её трех базовых элементов: стенки и поясов;
- Швы соединяют автоматом под флюсом;
- Устанавливают поперечные ребра жесткости, а далее соединяют их между собой вручную или с помощью полуавтомата.
При этом следует понимать, что для начала соединяются узлы стыковки двутавровых балок, расположенных с одной стороны, в после наступает черед внутренних стыков поясов.
Далее идет стык стенки и внутренние стыки поясов уже с другой стороны. Что касается наружных стыков, то за них следует приниматься в последнюю очередь.
Важно
Допускается небольшой зазор, который может образоваться на стыке между торцами балок, который не должен превышать 10 миллиметров.
Работу по соединению металлопроката выполняют с использованием прихваток и хомутов, либо в специальном кондукторе. При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.
При сварке двутавров специалисты рекомендуют использовать механизированный или ручной дуговой метод. Но наибольшее распространение получил в настоящее время автоматизированное оборудование, которое с легкостью справляется с задачей.
Правила стыковки балок: инструкция к действию
При соединении двутавровых балок необходимо придерживаться следующих советов:
- Накладки на стенке изделия нужно располагать симметрично относительно продольной оси сечения профиля;
- В процессе работы накладки следует как можно плотнее притягивать к соединяемым деталям, используя при этом струбцины;
- Соединяемые балки нужно укладывать в одну линию, чтобы не допустить при этом переломов на стыке изделий, как в вертикальной, так и горизонтальной плоскости;
- Кромки накладок, которые перекрывают полки соединяемых изделий, обязаны быть параллельны кромкам стыкуемых деталей.
 youtube.com/embed/9c7_JHXtJjo?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/> Источник
youtube.com/embed/9c7_JHXtJjo?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/> Источник
Сварка двутавровых балок между собой и со швеллером способом встык и под углом
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).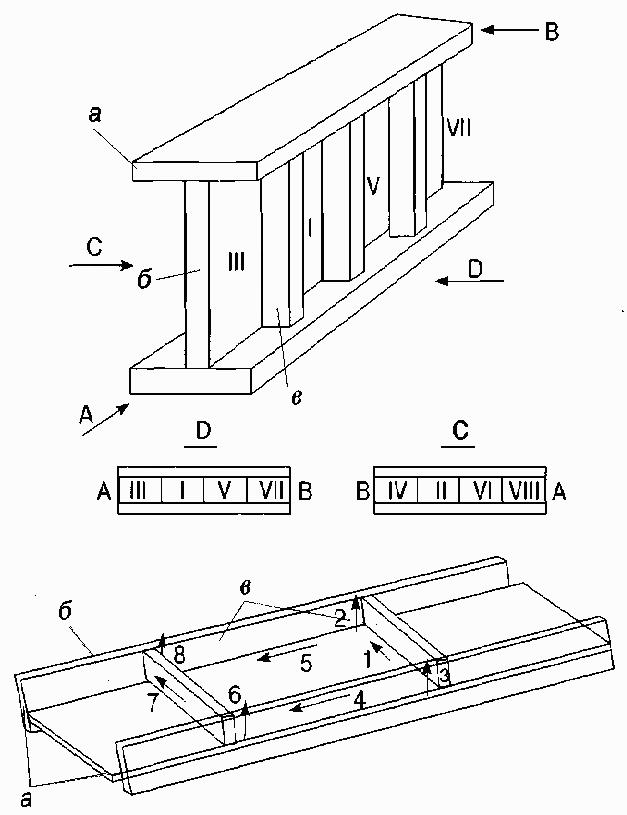
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок.
 По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
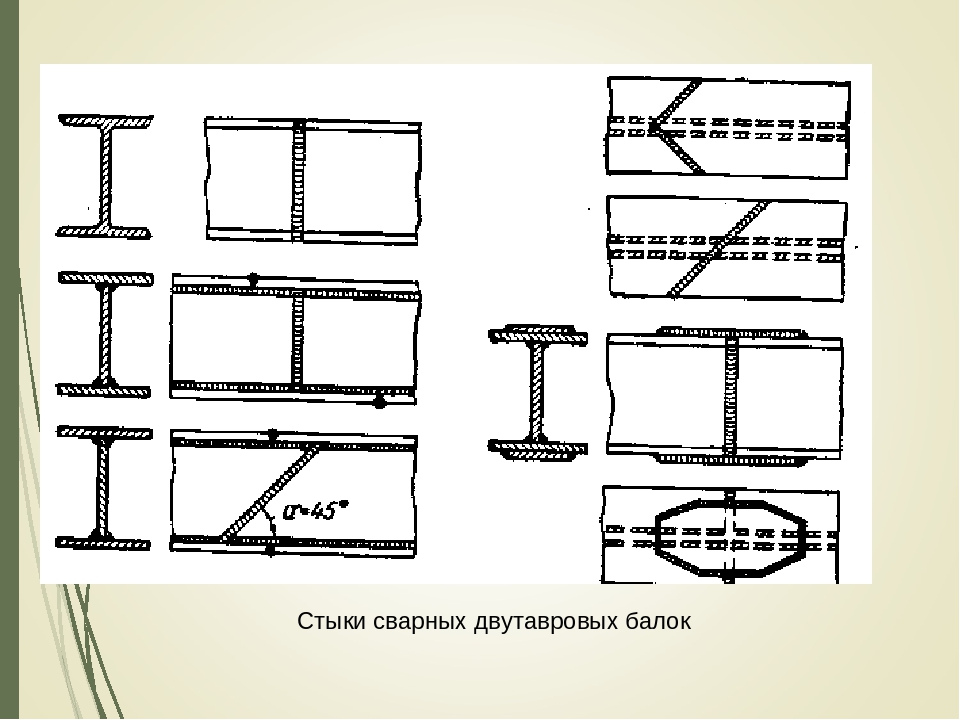
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов.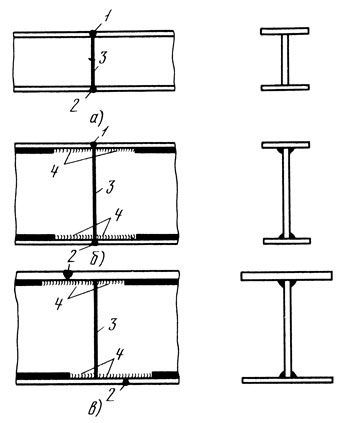 Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.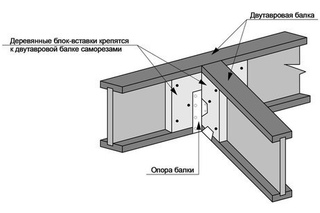
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
как изготавливается и собирается? + Видео
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.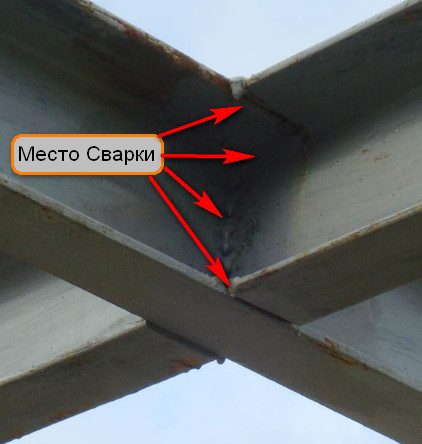
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.
В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.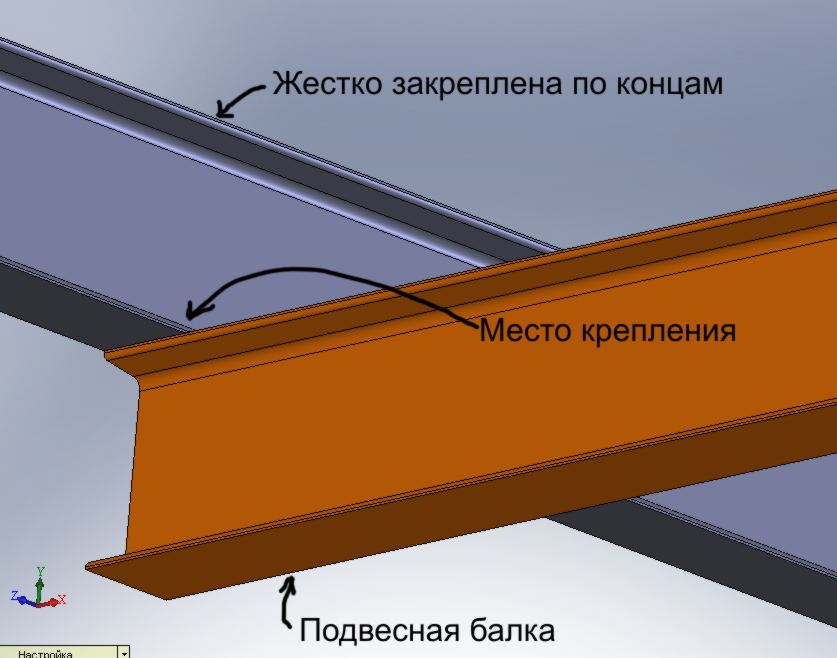
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
- Создание заготовки. На агрегатах термической резки из листового металла изготавливаются необходимые по ширине и длине штрипсы. Современные предприятия работают на установках с ЧПУ, что позволяет одновременно производить раскрой стальных листов несколькими резаками. Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется.
- Фрезеровка кромок. На кромкофрезерном станке осуществляется обработка кромок. Данная операция необходима для того, чтобы улучшить провар шва между стенкой двутавровой балки и ее полкой. Времени она занимает немного, а вот эффект от фрезеровки сказывается впоследствии, когда делается сборка и сварка двутавровой балки.
- Сборка заготовки. Выполняется она на специальных станах, увеличивающих производительность работ в 2–3 раза. Особое внимание при этом специалисты обращают на обеспечение взаимной перпендикулярности и симметрии расположения стенки двутавра и полки. Экономическая и техническая целесообразность применения сборочных станов обусловлена уникальной надежностью и реальным быстродействием механизма, отвечающего за грамотное и точное позиционирование деталей двутавра. Большинство предприятий используют установки с прижимными гидравлическими механизмами, так как закрепление балочных элементов с применением винтов и их последующее освобождение может потребовать немалых затрат времени. С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.
- Сварка двутавра. Об этом этапе мы подробно расскажем далее.
- Правка полок готового изделия. Операция необходима в связи с тем, что в процессе производства балки возникает эффект «грибовидности», вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые «подправят» нарушенную геометрию.

 Операция необходима в связи с тем, что в процессе производства балки возникает эффект «грибовидности», вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые «подправят» нарушенную геометрию.
Операция необходима в связи с тем, что в процессе производства балки возникает эффект «грибовидности», вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые «подправят» нарушенную геометрию.3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.
Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.
Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.
При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.
Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
Соединение двутавров: особенности и правила сварки
Самым надежным металлическим профилем для возведения металлоконструкций является двутавр. Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок. Преимуществом метода является обеспечение высокой надежности соединений.
Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет. Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении. Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении. Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.

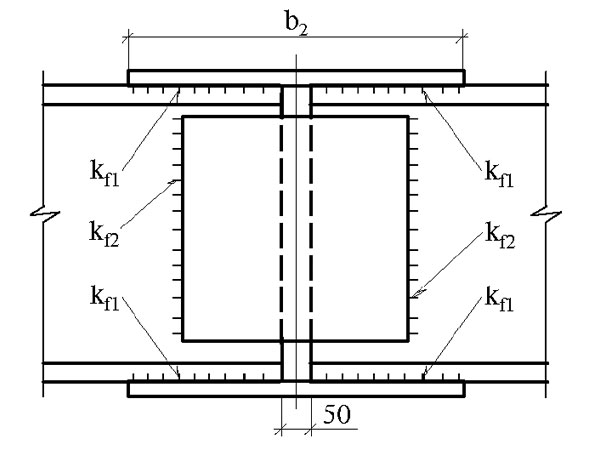
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки. Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку. Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки.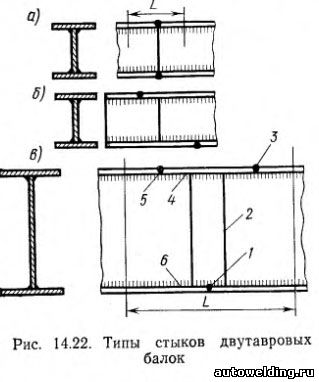 А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т. е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
А также тогда, когда нет возможности пригласить профессионалов-сварщиков.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.

Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.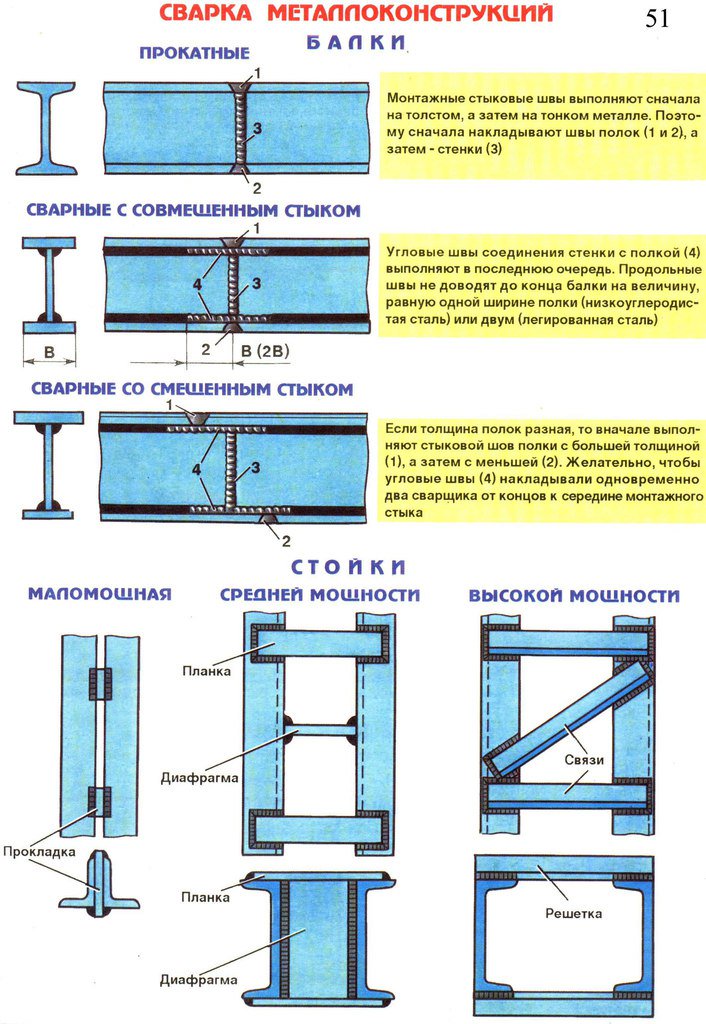
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
- Использование швеллера
- Использование двутавров
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь.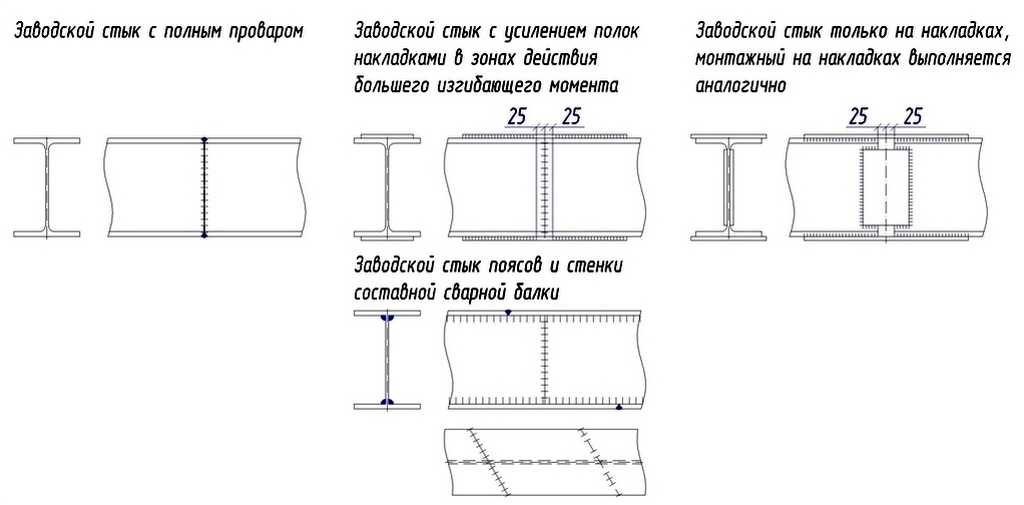 Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления.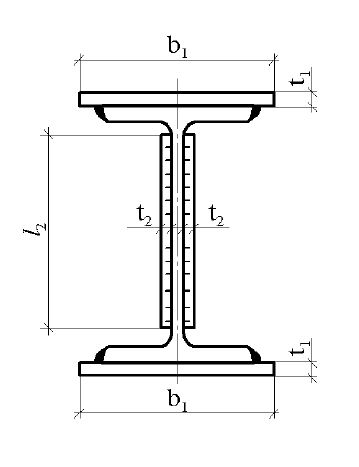 Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.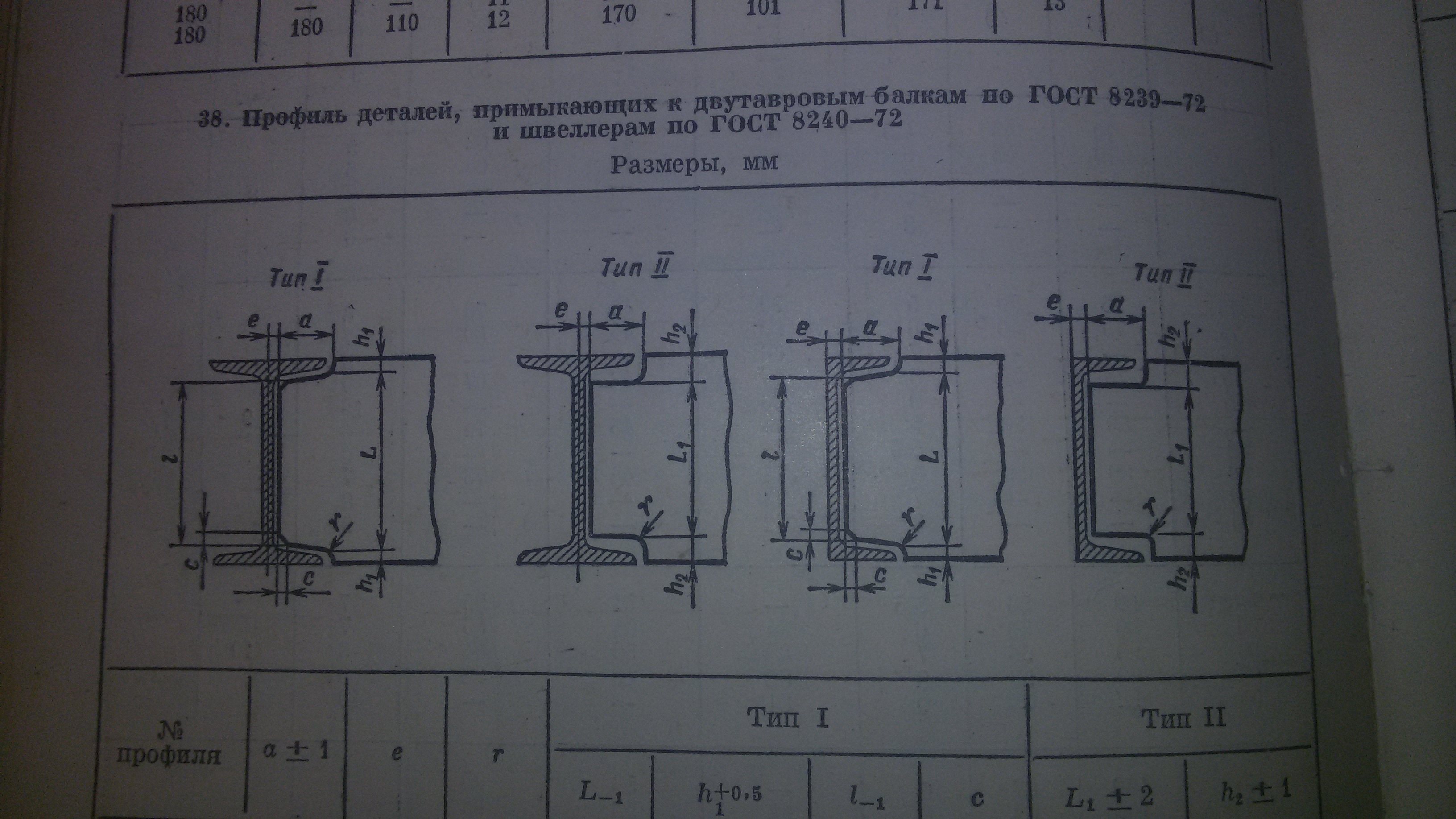
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем — стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь http://optrub.ru/opory-shvelernye-privarnye.htm
Сварка неправильно разрезанной двутавровой балки
Добро пожаловать на сайт weld.com Недавно я разрезал деталь пальто на одной двутавровой балке на другую, и я вроде как сделал ошибку. И я благодарен вам, ребята, за то, что вы приняли тот факт, что я делаю ошибки. Но в любом случае мы продолжим эту статью.
И мы на самом деле собираемся, мы собираемся сварить это и заполнить этот пробел. Это небольшой разрыв. Дело во фланцах. Я пропустил конус.И еще я упомянул кое-что о фланцах, которые не всегда бывают красивыми, прямыми и квадратными.
Я здесь на этой стороне. Я попаду в этот угол, но здесь он узкий. Итак, я собираюсь показать, как все это приспособить. Я также собираюсь сделать небольшую фаску на этом фланце, прежде чем смонтировать его. Я просто хочу немного его очистить, и мы смоделируем полевые условия и сварим его, ничего не очищая. Сварка без кода, мы направим его с помощью 6010 и запустим примерно 7018.Последовательность сварных швов, я вам это покажу, чтобы вы всегда могли набить и почистить ее с … на внешних фланцах. Но здесь небольшая небольшая демонстрация того, как можно сохранить что-то подобное. Давайте перейдем к этому. Не так давно я построил здесь барную стойку. Я собираюсь показать вам, как им пользоваться, или как я их использую. Иди убери этого негодяя. Я хочу закрепить эти углы. Я хочу это исправить. Есть небольшое несовпадение фланца, но это неплохо. Итак, первое, что я хочу сделать, это закрепить здесь, на углу, чтобы я все еще мог ими манипулировать.Ладно, опять я сделал ошибку в сокращении. Итак, теперь я собираюсь показать вам, как вы можете заполнить это и исправить или, по крайней мере, сохранить. Я предварительно снял фаски на верхних и нижних фланцах с внешней стороны. Я собираюсь пойти сюда с 1/8 «6010 и немного проложить это, исправить небольшую размывку в паутине здесь, и я хочу позаботиться об этом зазоре. И я хочу принести это , и я хочу проложить настоящий легкий путь в гору. Над головой сделайте то же самое. Выйдите сюда и очистите его, чтобы я мог добраться до шлака здесь, и, по крайней мере, заполнить этот пробел и положить туда немного материала и копай глубже, где я могу спасти это.Опять же, это общие структурные работы. Первое, что я делаю, это пропускаю немного материала глубоко в горловину той паутины, где был этот зазор, чтобы, когда я начинаю дугу и слегка дотягиваюсь до нее, я мог поймать эту часть скопления и заполнить это отверстие или пустота. Я начал свою последовательность сварных швов с внутренней стороны, зашнуровал ее и продул с обратной стороны, что зазор и перемычка к фланцевому соединению.
Итак, теперь я собираюсь показать вам, как вы можете заполнить это и исправить или, по крайней мере, сохранить. Я предварительно снял фаски на верхних и нижних фланцах с внешней стороны. Я собираюсь пойти сюда с 1/8 «6010 и немного проложить это, исправить небольшую размывку в паутине здесь, и я хочу позаботиться об этом зазоре. И я хочу принести это , и я хочу проложить настоящий легкий путь в гору. Над головой сделайте то же самое. Выйдите сюда и очистите его, чтобы я мог добраться до шлака здесь, и, по крайней мере, заполнить этот пробел и положить туда немного материала и копай глубже, где я могу спасти это.Опять же, это общие структурные работы. Первое, что я делаю, это пропускаю немного материала глубоко в горловину той паутины, где был этот зазор, чтобы, когда я начинаю дугу и слегка дотягиваюсь до нее, я мог поймать эту часть скопления и заполнить это отверстие или пустота. Я начал свою последовательность сварных швов с внутренней стороны, зашнуровал ее и продул с обратной стороны, что зазор и перемычка к фланцевому соединению. Таким образом, я мог бы добраться сюда и как бы выгребать оттуда шлак. Я делаю это с 6010, так что могу копать, долбить и немного заполнять эту форму.Теперь я собираюсь показать, потому что это заполнено, я хочу наткнуться здесь на 3/32 дюйма 7018 и попытаться получить этот сварной шов там, где он покрывает проход маршрута с 6010. Опять же, у меня есть предварительная — скошил это. Итак, сверху и снизу, я смогу добраться до этого. Верхнюю часть я мог бы открыть в чистый металл и закончить это с помощью 7018 и плоского и верхнего положения. Итак, Я просто хочу показать здесь эту последовательность.Вы можете получить представление о том, как это происходит, просто чтобы спасти плохой разрез Боба.Я пришел сюда и сделал это на 100 ампер, потому что я хотел прикрыть это, и это в плоском и горизонтальном положении. Я не из тех, кто прекращает сварку здесь, на краю. Я стараюсь избегать этого любой ценой. Если нужно, я выйду и приложу закрепку, где я могу натолкнуться на нее и растушевать. Я не хочу взорвать это кратером.
Таким образом, я мог бы добраться сюда и как бы выгребать оттуда шлак. Я делаю это с 6010, так что могу копать, долбить и немного заполнять эту форму.Теперь я собираюсь показать, потому что это заполнено, я хочу наткнуться здесь на 3/32 дюйма 7018 и попытаться получить этот сварной шов там, где он покрывает проход маршрута с 6010. Опять же, у меня есть предварительная — скошил это. Итак, сверху и снизу, я смогу добраться до этого. Верхнюю часть я мог бы открыть в чистый металл и закончить это с помощью 7018 и плоского и верхнего положения. Итак, Я просто хочу показать здесь эту последовательность.Вы можете получить представление о том, как это происходит, просто чтобы спасти плохой разрез Боба.Я пришел сюда и сделал это на 100 ампер, потому что я хотел прикрыть это, и это в плоском и горизонтальном положении. Я не из тех, кто прекращает сварку здесь, на краю. Я стараюсь избегать этого любой ценой. Если нужно, я выйду и приложу закрепку, где я могу натолкнуться на нее и растушевать. Я не хочу взорвать это кратером. Итак, я начал здесь и вставил его в соединение фланца перемычки здесь, построил угловой сварной шов, как бы повернул за угол. Я выключил свою машину примерно до 83 ампер или около того, и я хочу продолжить и сделать этот угловой шов в гору.Вы можете получить общую картину того, как все это происходит. Сварку над головой я бы, наверное, начал здесь. Заходите в это, убедитесь, что я позаботился об этом, и закрепите этот сварной шов. Хорошо, это заставит меня обратить внимание еще немного и не пропустить этот монтаж. Опять же, мы вошли и набрали примерно 6010 здесь, на задней стороне, очистили его, заполнили это легким проходом маршрута 6010, пошли в гору, наткнулись, сделали то же самое, вернулись через это с 3/32 дюйма 7018 здесь горячо, как бы повернул за угол, снизил нашу силу тока, подключил, получил угловой сварной шов в гору.На самом деле нет способа вставить туда хорошую кисть и сделать ее гладкой, вздернутой вверх, но структурно она есть. Мы могли бы войти и взять верхнюю и нижнюю части шлифовального станка, продолжить работу с этой предварительно вырезанной фаской, которая у нас есть, и выполнить эти сварные швы над головой.
Итак, я начал здесь и вставил его в соединение фланца перемычки здесь, построил угловой сварной шов, как бы повернул за угол. Я выключил свою машину примерно до 83 ампер или около того, и я хочу продолжить и сделать этот угловой шов в гору.Вы можете получить общую картину того, как все это происходит. Сварку над головой я бы, наверное, начал здесь. Заходите в это, убедитесь, что я позаботился об этом, и закрепите этот сварной шов. Хорошо, это заставит меня обратить внимание еще немного и не пропустить этот монтаж. Опять же, мы вошли и набрали примерно 6010 здесь, на задней стороне, очистили его, заполнили это легким проходом маршрута 6010, пошли в гору, наткнулись, сделали то же самое, вернулись через это с 3/32 дюйма 7018 здесь горячо, как бы повернул за угол, снизил нашу силу тока, подключил, получил угловой сварной шов в гору.На самом деле нет способа вставить туда хорошую кисть и сделать ее гладкой, вздернутой вверх, но структурно она есть. Мы могли бы войти и взять верхнюю и нижнюю части шлифовального станка, продолжить работу с этой предварительно вырезанной фаской, которая у нас есть, и выполнить эти сварные швы над головой. Я уверен, что вы нашли это познавательным. Опять же, я должен признать, что я пропустил это сокращение. это было не так уж плохо, но бывает. И вот как вы это исправляете. Итак, надеюсь, вы нашли это познавательным. Спасибо за подписку на weld.com. Следите за нами в Facebook и Instagram.Спасибо за просмотр.
Я уверен, что вы нашли это познавательным. Опять же, я должен признать, что я пропустил это сокращение. это было не так уж плохо, но бывает. И вот как вы это исправляете. Итак, надеюсь, вы нашли это познавательным. Спасибо за подписку на weld.com. Следите за нами в Facebook и Instagram.Спасибо за просмотр.
Автоматический сварочный аппарат — PHI
Автоматический сварочный аппарат — Главная Широкий выбор форм структурных балок от сварщиков-автоматов PHIСварка стальных балок на заказ для таких применений, как: инженерные металлические здания, сборные стальные конструкции, верфи, полуприцепы / кузова тягачей, мосты и платформы.
Теперь вы можете производить индивидуальные балки непрерывно с минимальными задержками для изменения размеров или форм балок.Автоматический сварочный аппарат PHI обеспечивает более высокую производительность при работе как с прямыми, так и с коническими балками. Он автоматически сваривает обе полки балки одновременно, обеспечивая необходимый проплав на стенке до 1/2 дюйма и фланце до 1 1/2 дюйма — и все это за одну операцию, за один проход и с одной стороны.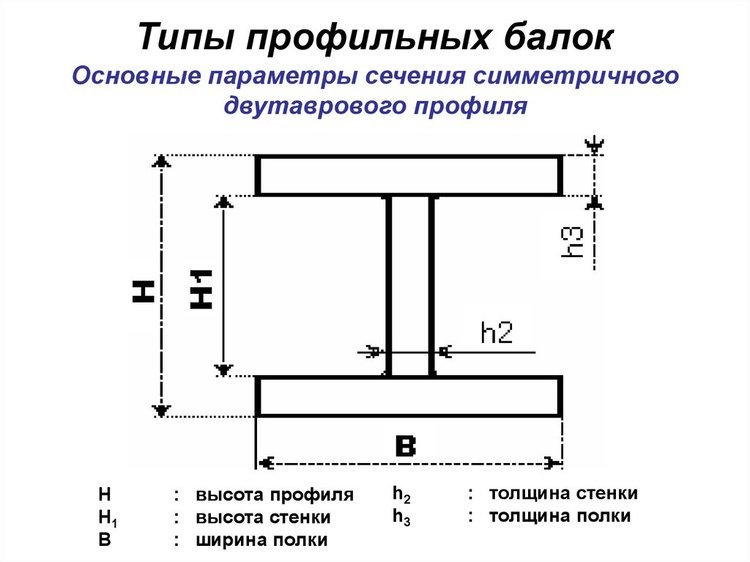 Система PHI выполняет угловой сварной шов между стенкой и фланцем. Сварные швы получаются однородными и соответствуют требованиям строительных норм и правил.
Система PHI выполняет угловой сварной шов между стенкой и фланцем. Сварные швы получаются однородными и соответствуют требованиям строительных норм и правил.
Сварщик швов
Шовный сварочный аппарат используется для соединения отдельных секций стенки со 100% сварным швом и для изготовления длинных стенок из коротких секций или для соединения секций разной толщины.
Две соединяемые детали выравниваются по направляющей кромки и фиксируются в нужном положении с помощью пневмоцилиндров. Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка перемещается по стыку и сваривает его однопроволочной дугой под флюсом.
Зажимы освобождаются, и полотно перемещается к зажимному приспособлению. Сварочное оборудование состоит из сварочной головки с бункером для флюса, ходовой тележки, органов управления и источника питания на 1000 ампер.
Для подачи и восстановления сварочного флюса предусмотрена система восстановления флюса. Гидравлический силовой агрегат и электрическое управление устройства для сварки швов также используются для привода конвейеров на входе и выходе из устройства для сварки швов.
Гидравлический силовой агрегат и электрическое управление устройства для сварки швов также используются для привода конвейеров на входе и выходе из устройства для сварки швов.
Приспособление для прихватывания
Прихватка используется для сборки балки перед основным сварочным аппаратом. Стенка и фланцы поступают из устройства для сварки швов и стеллажей для хранения фланцев соответственно, транспортируются к приспособлению для прихватывания и позиционируются до прихватывания передней кромки балки.Загрузка фланцев на конвейеры может выполняться вручную оператором или автоматически с помощью портала PHI для загрузки фланцев.
Два фланца размещаются на секции конвейера с противоположных сторон полотна, поворачиваются в вертикальное положение и удерживаются магнитными направляющими роликами. Три детали выдвигаются в нужное положение до выдвижного упора и гидравлически зажимаются в их надлежащем относительном положении. Оператор вручную прихватывает их и сваривает.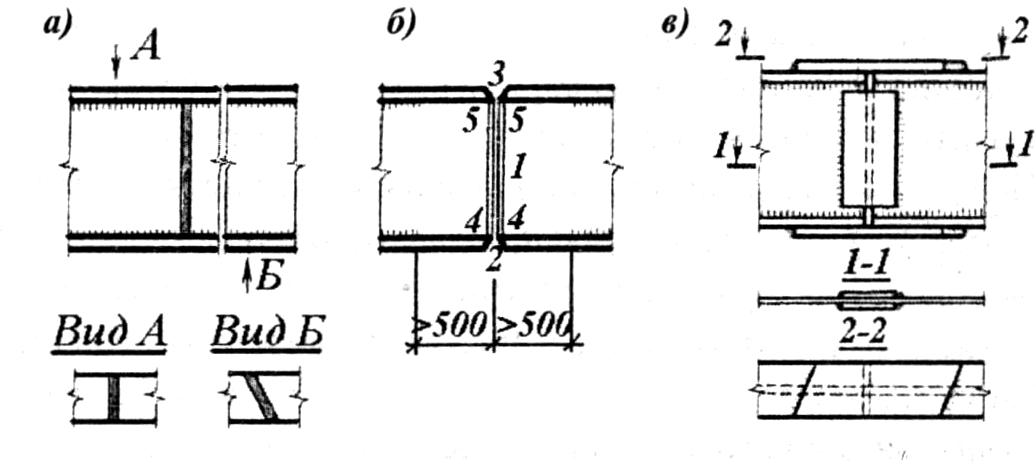 Зажимы отпускаются, и сварная прихваточная балка направляется сварщику.После начальной регулировки положения зажима для первой балки оператор контролирует все перемещение материала с панели управления для всех последующих балок того же размера.
Зажимы отпускаются, и сварная прихваточная балка направляется сварщику.После начальной регулировки положения зажима для первой балки оператор контролирует все перемещение материала с панели управления для всех последующих балок того же размера.
Электроуправление
Электрическая панель управления на главном сварочном аппарате обеспечивает максимальную гибкость управления системой. Сварщик может работать как в ручном, так и в автоматическом режиме.
В ручном режиме последовательность операций достигается с помощью отдельных элементов управления, расположенных на панели управления.Параметры сварки также устанавливаются индивидуально на каждом контроллере сварочной головки.
В автоматическом режиме управление PLC увеличивает время зажигания дуги за счет исключения ручных операций.
Используя конвейер «IN», оператор переводит луч в исходное положение, выбирает одну из предустановленных программ сварки (скорость сварки, скорость подачи проволоки и напряжение) и нажимает кнопку «START».
Полная последовательность операций, включая перемещение луча со скоростью сварки, позиционирование сварочных головок, запуск и остановка процесса сварки на стационарных и подвижных сторонах, активация удержания полотна, медные опорные узлы и цилиндры давления, а также СТОП операции будет выполнено автоматически.
ПЛК обеспечивает точность, надежность, универсальность, качество и быстрое изменение параметров для различных сварочных приложений.
Интерфейс между оператором и машиной осуществляется через панель Allen Bradley Panel View, которая была запрограммирована PHI для отображения всех параметров программы сварки и отображения на разных экранах состояния ввода / вывода для поиска и устранения неисправностей и диагностики.
Программирование параметров сварки для различных сечений балки также осуществляется через экраны просмотра панелей.
Конвейеры
Устройство для сварки швов, приспособление для прихватывания и автомат для сварки соединены между собой конвейерной системой, образуя полную производственную линию, которая позволяет производить непрерывную балку.
расположены на входе и выходе устройства для сварки швов, устройства для прихватывания и автоматического сварочного устройства и имеют гидравлическое управление. Органы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Типовая компоновочная система включает 18 конвейерных секций.Шесть моторизованы, приводя в движение ролики с помощью звездочек и цепей. Десять приводятся в движение, соединены цепями с соседними моторизованными секциями. Два простаивают. Каждая секция конвейера имеет длину 10 футов, ширину 94 дюйма и высоту 30 дюймов. Ролики предназначены для тяжелых условий эксплуатации и предназначены для работы с толстыми стальными листами и расположены с шагом 22 дюйма.
Грузоподъемность каждой секции конвейера составляет приблизительно 4 000 фунтов. Скорости конвейера синхронизированы со скоростями подачи сварочного аппарата, чтобы минимизировать износ конвейера в результате трения между вращающимся роликом и медленно движущейся балкой на входе сварочного аппарата.
Вместимость машины
| Вместимость машины | |
|---|---|
| Толщина полотна: | от 1/8 дюйма до 1/2 дюйма |
| Ширина полотна: | Мин. 5 дюймов. до 72 дюймов макс. |
| Конус перемычки: | Макс.15 °. |
| Толщина фланца: | 3/16 дюйма мин. до 1-1 / 2 дюйма макс. |
| Ширина фланца: | 4 дюйма мин. до 20 дюймов макс. |
| Длина балки: | 8 футов.мин. |
| Секция балки: | 325 фунтов / фут. Максимум. |
| Вес балки: | 12000 фунтов. общая, макс. |
| Размер сварного шва: | 1/8 дюйма мин. до 5/16 ”макс. |
| Скорость сварки: | от 20 до 120 дюймов в минуту |
| Типичная скорость сварки: |
|

Производственная мощность
Хотя фактическая производственная мощность будет зависеть от размера и типа балок, которые будут изготавливаться, типичная производительность составляет 2 000 тонн стали в месяц за одну восьмичасовую смену с использованием всего трех операторов.
Доступные опции
Компьютерная система управления
Эта опция включает компьютерную систему управления с сенсорным экраном для программирования и управления.Он использует промышленный ПК и программное обеспечение с машинным интерфейсом для удобной работы.
Он оснащен легко доступными диагностическими индикаторами, дисплеем сообщений и настраиваемой графикой, включая электрические и гидравлические схемы и функциональные схемы. Ввод программы можно производить через сенсорный экран или клавиатуру.
Сварочные программы можно загружать удаленно с подключенного ПК или из сети. Он также включает однодневный регистратор данных для записи работы машины.
Максимальный размер веб-страницы 84 дюйма
Эта опция позволяет изготавливать балки с максимальным размером 84 дюйма вместо стандартных 72 дюймов.Все элементы системы модифицированы для соответствия большим размерам полотна.
Сварочные головки для изготовления крановых балок
Специальная конструкция сварочной головки доступна для производителя подкрановых балок. В подкрановых балках верхняя полка представляет собой С-образный канал с короткими сторонами, направленными внутрь балки.
Антресоль на главном сварочном аппарате
Эта опция включает платформу с ограждением перил и лестницей для облегчения доступа. Платформа используется для хранения флюса и проволоки и позволяет оператору загружать бункер для флюса и заменять барабаны и катушки с проволокой.
Узлы наклона фланца
Эта опция, при включении в конвейеры, ведущие к приспособлению для прихватывания, позволяет автоматически наклонять полки в вертикальное положение при подготовке к предварительной сборке балки. Эта система включает в себя два узла наклона фланцев, по одному на каждой выходной стороне конвейеров.
Эта система включает в себя два узла наклона фланцев, по одному на каждой выходной стороне конвейеров.
Узлы наклона фланцев могут открываться на 37 ° из вертикального или в полностью горизонтальное положение в зависимости от используемой системы транспортировки материалов.Если фланцы перемещаются путем надавливания с соседних стеллажей, предпочтительным является открытое положение на 37 °. Если фланцы перемещаются с помощью портального погрузчика, рекомендуется полностью горизонтальное положение.
В узлах наклона используется гидравлический силовой агрегат приспособления для прихватывания. Органы управления удобно расположены на пульте управления прихватками.
Вспомогательное оборудование для сварочных систем
Повысьте скорость, возможности и производительность ваших линий для сварки структурных балок PHI, добавив дополнительное оборудование, такое как устройство наклона фланца PHI и устройство поворота балки.
Видео
Сварщики PHI
 youtube.com/embed/hiSE4bjiYT0?feature=oembed&start&end&rel=0&showinfo=0&modestbranding=0″ frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/hiSE4bjiYT0?feature=oembed&start&end&rel=0&showinfo=0&modestbranding=0″ frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> H-Beam vs I-Beam: в чем разница?
Вопрос дня! Вы знаете, как по-разному используются двутавровые и двутавровые балки? Продолжайте читать, и мы поможем вам ответить на этот важный вопрос. В строительной отрасли многие люди до сих пор не могут должным образом объяснить эту информацию. Стальные балки чрезвычайно важно понимать, потому что они выдерживают большие нагрузки.
Что такое двутавровая балка?
H-образные балки имеют форму H.Двутавровая балка — это конструкционная балка из стального проката. Это невероятно сильно. Он получил свое название, потому что в поперечном сечении он выглядит как заглавная буква Н.
Что такое двутавровая балка?
L-образная балка имеет форму буквы I.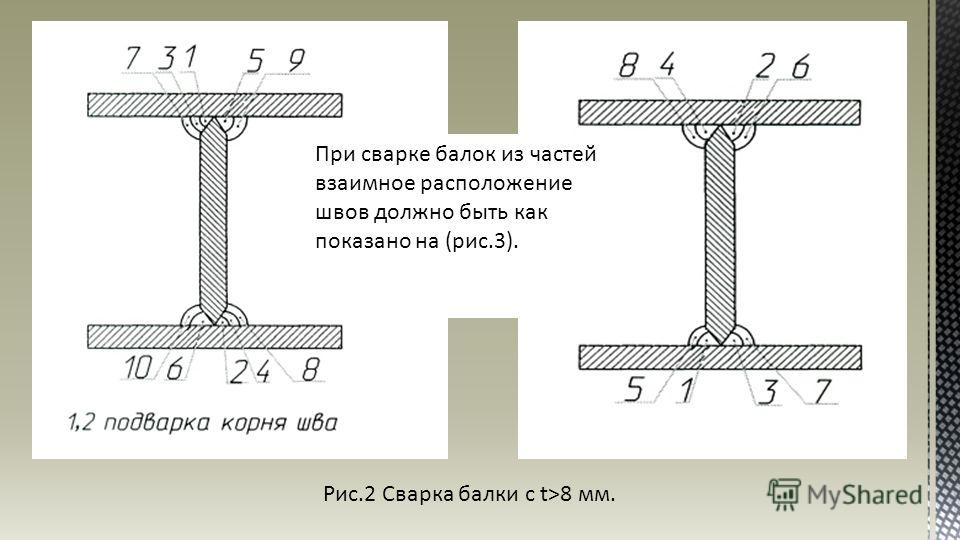 Двутавровая балка состоит из двух горизонтальных плоскостей, известных как фланцы, соединенных одним вертикальным элементом или стенкой. Двутавровая балка имеет заостренные края и получила свое название от того факта, что она выглядит как заглавная буква I , если смотреть на ее поперечное сечение.У двутавровой балки высота поперечного сечения больше ширины ее полки.
Двутавровая балка состоит из двух горизонтальных плоскостей, известных как фланцы, соединенных одним вертикальным элементом или стенкой. Двутавровая балка имеет заостренные края и получила свое название от того факта, что она выглядит как заглавная буква I , если смотреть на ее поперечное сечение.У двутавровой балки высота поперечного сечения больше ширины ее полки.
Двутавровая балка и двутавровая балка: вес
Двутавровая балка: Двутавровая балка часто намного тяжелее двутавровой балки, что означает, что она может выдерживать большее усилие.
Двутавровая балка: В некоторых зданиях, где вес и сила, действующие на стену, могут представлять собой структурную проблему, двутавровая балка может быть лучше, поскольку она часто легче.
Двутавровая балка и двутавровая балка: центральная перемычка
Двутавровая балка: Двутавровая балка имеет более толстую центральную стенку, что означает, что она часто бывает прочнее.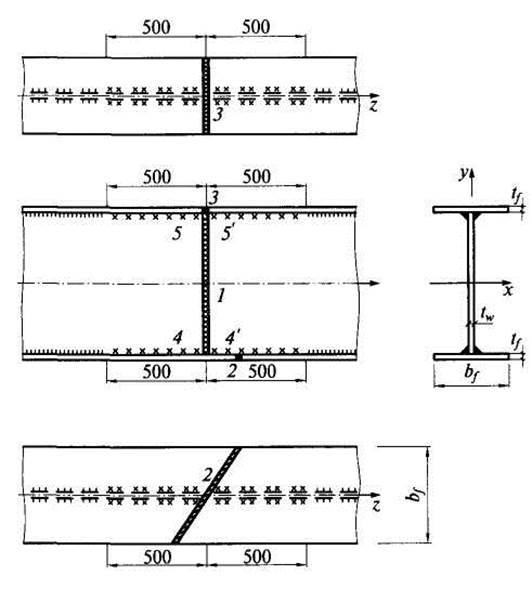
Двутавровая балка: Двутавровая балка часто имеет более тонкую центральную стенку, что означает, что она часто не способна воспринимать такую большую силу, как двутавровая балка.
Двутавровая балка и двутавровая балка: застроенная
Двутавровая балка: Двутавровая балка может быть построена, что означает, что ее можно наращивать до любого размера и высоты.
Двутавровая балка: Двутавровая балка может быть изготовлена ровно настолько, насколько позволяет фрезерное оборудование производителя.
Двутавровая балка и двутавровая балка: пролетыДвутавровая балка: Двутавровая балка может использоваться для пролетов до 330 футов.
Двутавровая балка: Двутавровая балка может использоваться для пролетов от 33 до 100 футов.
Двутавровая балка и двутавровая балка:
Фланцы Двутавровая балка: У двутавровых балок верхняя и нижняя полки выступают дальше от стенки, чем полки на двутавровых балках.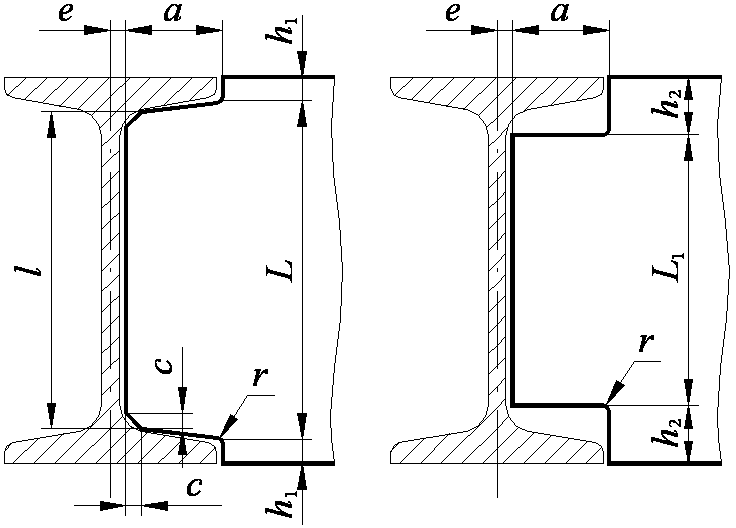
Двутавровая балка: Двутавровые балки имеют верхние и нижние полки, они короче и не такие широкие, как двутавровые балки.
Двутавровая балка и двутавровая балка:
Количество деталейДвутавровая балка: Двутавровая балка выглядит как цельный кусок металла, но имеет скос, на котором соединяются три куска металла.
Двутавровая балка: Двутавровая балка не изготавливается путем сварки или склепки металлических листов вместе, а представляет собой только один кусок металла.
Для чего используются двутавровые балки? Двутавровые балки находят большое применение в производстве металлоконструкций. Они часто используются в качестве критических опорных ферм или основного каркаса в зданиях. Стальные двутавровые балки обеспечивают целостность конструкции, а также неизменную прочность и поддержку. Огромная мощность двутавровых балок снижает необходимость использования многочисленных опорных конструкций, экономя время и деньги, а также делая конструкцию более устойчивой.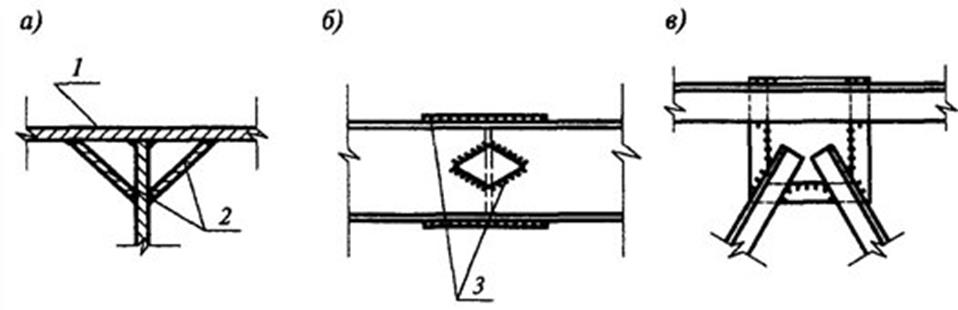 Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.
Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.
Балки, обычно называемые двутавровой балкой из-за своей формы, обеспечивают большую несущую способность при использовании в горизонтальном положении или в качестве колонн. Двутавровые балки являются предпочтительной формой для конструкций из конструкционной стали, потому что двутавровые балки позволяют им выдерживать самые разные нагрузки. Форма двутавровых балок делает их идеальными для однонаправленного изгиба параллельно стенке. Горизонтальные полки сопротивляются изгибающему движению, а полотно выдерживает напряжение сдвига.
Понимание двутавровой балки является основной необходимостью для современного инженера-строителя или строителя. Инженеры широко используют двутавровые балки в строительстве, формируя колонны и балки различной длины, размеров и спецификаций.
Двутавровая балка изготавливается путем прокатки или фрезерования стали, что означает, что двутавровая балка часто ограничена мощностью или размерами фрезерного оборудования.
Двутавровые балки бывают разного веса, глубины сечения, ширины полки, толщины стенки и других спецификаций для различных целей.Заказывая двутавры, покупатели классифицируют их по материалу и размерам. Например, двутавровая балка 11 × 20 будет иметь глубину 11 дюймов и вес 20 фунтов на фут. Строители выбирают конкретные размеры двутавров в соответствии с потребностями конкретного здания. Строитель должен принимать во внимание множество факторов, таких как:
- Строитель выбирает двутавровую балку с толщиной стенки, которая не разрушается, не деформируется или не деформируется при растяжении.
- Фланцы выбраны для предотвращения локального, бокового или крутильного изгиба.
- Строитель выберет толщину, чтобы минимизировать деформацию балки.
- Определенная масса и жесткость выбраны для предотвращения вибраций в здании.
- Прочность поперечного сечения двутавровой балки должна соответствовать пределу текучести.
ПРИМЕЧАНИЕ: Заказчик должен полностью оценить каждый процесс и приложение во всех аспектах, включая пригодность, соответствие применимому законодательству и ненарушение прав других лиц. Tampa Steel & Supply не несет ответственности за это.Заказчик несет полную ответственность за определение пригодности и применения заказчиком продуктов, предлагаемых Tampa Steel & Supply. Возможно, что определенная информация в этом блоге может быть неполной или неверной.
Tampa Steel & Supply не несет ответственности за это.Заказчик несет полную ответственность за определение пригодности и применения заказчиком продуктов, предлагаемых Tampa Steel & Supply. Возможно, что определенная информация в этом блоге может быть неполной или неверной.
Посетите Tampa Steel & Supply для качественной стали и алюминия
Вам нужны материалы для стали? Не ищите ничего, кроме профессионалов Tampa Steel and Supply. У нас есть обширный перечень стальной продукции для любого проекта, который вам нужен.Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или загляните в наш красивый выставочный зал Тампа.
Сделайте запрос онлайн
или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Жилые стальные балки
Жилая стальная балка. В доме, который я построил в Эмберли-Виллидж, штат Огайо, довольно много. Балки имеют высоту 10 дюймов и вес 31 фунт на погонный фут.С ними вы можете пролететь до 14 футов! © 2018 Тим Картер
Балки имеют высоту 10 дюймов и вес 31 фунт на погонный фут.С ними вы можете пролететь до 14 футов! © 2018 Тим Картер
Жилая стальная балка очень распространена в большинстве домов. Большинство из них имеют высоту 8 дюймов, но балки высотой 10 или 12 дюймов позволяют преодолевать большие расстояния с меньшим количеством надоедливых колонн.
Исправлено в феврале 2018 г.
Стальная балка для жилых домов TIPS
- Балки бывают всех размеров, толщины, веса, длины и оцинкованы
- Стальные опорные балки колонн следует сварить, а колонны засыпать песком
- Смотрите ВИДЕО о балках и колоннах ниже!
- Более высокие балки позволяют располагать колонны дальше друг от друга
- Инженеры-строители или архитекторы должны определять размеры балок
- НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЙ И ВЕСЕЛЫЙ информационный бюллетень Тима
УВАЖАЕМЫЙ ТИМ: В моем плане дома требуются стальные балки, которые будут поддерживать балки перекрытия и даже части кирпичной стены. Могу ли я заменить стальные балки деревянными? Сложно ли обращаться со стальной балкой I на строительной площадке?
Могу ли я заменить стальные балки деревянными? Сложно ли обращаться со стальной балкой I на строительной площадке?
Как вы думаете, я могу установить его с друзьями? Как получить лучшие цены на стальную балку, если у меня ограниченный бюджет? Если я найду бывшую в употреблении стальную балку, заметите ли вы какие-либо проблемы с ее использованием в моем новом доме? Стив Б., Синнаминсон, штат Нью-Джерси,
Ссылки по теме
Конструкция колонн и балок — используйте сталь и дерево
Основы установки балки— будьте осторожны!
УВАЖАЕМЫЙ СТИВ! Стальные двутавровые балки — довольно массивные конструктивные элементы, которые редко используются на стройплощадке жилых домов, потому что дерево является основным конструкционным материалом, который можно найти в большинстве домов.
Тем не менее, сталь является обычным материалом для коммерческого или промышленного строительства, поскольку она является основой этих крупных проектов, где к древесине относятся с презрением из-за присущей ей пожарной опасности и ограниченных характеристик по мере роста зданий.
Видео о стальных балках для жилых домов — Открытые балки для современного вида
В этом видео много отличных фотографий стальных балок, используемых в домах. Вы можете получить вдохновение, посмотрев это. Это стоит того.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных инженеров-строителей в вашем городе.
Архитекторы и инженеры используют стальные балки в домах как для балок, так и для колонн, потому что они очень прочные. Обычно вы можете удерживать те же грузы с помощью дерева, но вам нужно больше, и обычно размер деревянной балки намного больше, чем размер стальной двутавровой балки, которая выдерживает такое же количество веса.
Термиты и другие насекомые-разрушители древесины не едят сталь, так что это явное преимущество, если вы хотите, чтобы определенные части вашего дома оставались стоять.
Во многих случаях вы можете заменить конструкционную стальную балку на деревянную балку.Если вы хотите это сделать, убедитесь, что у вас есть инженер-строитель или архитектор, укажите материал и необходимые опоры.
Если вы используете сталь, обратите особое внимание на детали соединения на опоре стальной балки. Соединения между балкой и колоннами должны быть надежными.
Сталь тяжелая — Кран поднимает кухонную стальную балку Видео
Посмотрите это видео, чтобы узнать, сколько мужчин могут поднять стальную балку. Лучше пусть это делают люди, которым вы можете ДОВЕРИТЬ!
Не полагайтесь на простые тонкие ремни наверху колонн, которые загибаются над нижней полкой балки.Эти вкладки — временные меры, пока не появится сварщик.
Не кладите кладку на деревянную балку
Я бы никогда не стал кладку на деревянную балку. Слишком велика вероятность того, что древесина прогнется и вызовет разрушение кладки. Более того, это может быть нарушение строительных норм в вашем районе.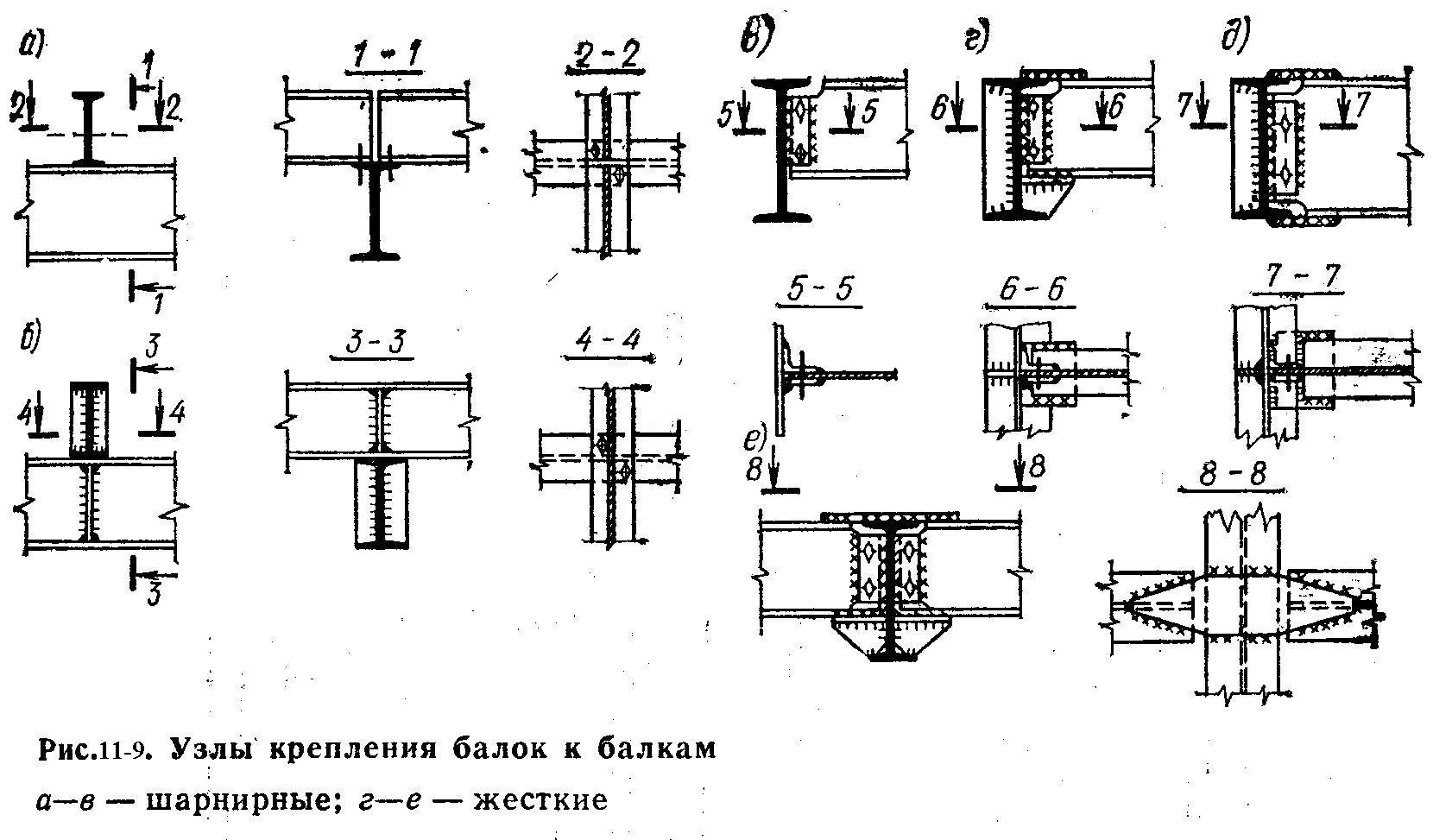
Стальные балки, как вы могли догадаться, тяжелые. Размеры и размеры стальной балки не совпадают. У вас могут быть две разные балки, которые почти идентичны по высоте и длине, но одна может весить вдвое больше, чем другая.
Как правило, размеры балок указаны в числовой форме, например 8×17. Обычно это означает, что стальная балка имеет высоту около 8 дюймов и весит 17 фунтов на погонный фут. Это очень распространенный размер во многих жилых домах. Но вы можете получить стальные двутавровые балки высотой 8 дюймов, которые весят более 35 фунтов на фут. В последнем доме, построенном для себя, я установил балки 10х31.
Двое мужчин устанавливают жилую стальную балку
Посмотрите, как эти двое закормленных кукурузой мужчин установили стальную балку менее чем за две минуты! УХ ТЫ!
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных инженеров-строителей в вашем городе.
Более высокие балки — лучше
Проблема с типичными стальными балками 8×17, которые вы найдете во многих домах, заключается в том, что для них требуются опорные колонны в среднем примерно через каждые 8 футов. Если пойти отделывать подвал, эти колонны проблематичны.
Если пойти отделывать подвал, эти колонны проблематичны.
Вы можете избежать образования большого количества колонн, установив более высокую балку. Чем выше балка, скажем, 10 или 12 дюймов, а не 8 дюймов, тем большее расстояние вы можете преодолеть между опорными стойками. В моем собственном подвале были пролетные строения 14 футов с использованием стальных балок 10×31.
Более тяжелые балки иногда могут перекрывать большие расстояния между столбами. Стальная балка 8×35 может нести больший вес, чем 8×17. Инженер-строитель или опытный архитектор может обратиться к своему руководству по стальным балкам и решить все это за вас.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных производителей СТАЛЬНОЙ БАЛКИ!
Защита от ржавчины для жилой стальной балки — цинкование или окраска
Если вы собираетесь использовать сталь во влажной среде и беспокоитесь о ржавчине, вы можете заказать ее горячеоцинкованную.Я работал с оцинкованными балками и колоннами в одном из детских домов на Ямайке. Стоимость выше, но если вам нужна защита от ржавчины, знайте, что она доступна.
Стоимость выше, но если вам нужна защита от ржавчины, знайте, что она доступна.
Если вы не можете позволить себе цинкование, прогрунтуйте и покрасьте стальные балки и колонны перед их установкой. Нанесите три слоя краски для лучшей защиты и используйте специальную антикоррозийную краску для стали.
Вот аэрозольная краска, которая отлично подходит для стальных балок и колонн. Содержит грунтовку по металлу.Этот бренд также доступен в канистрах на кварты или галлоны, если у вас есть МНОГО стали для окраски. НАЖМИТЕ ИЗОБРАЖЕНИЕ, ЧТОБЫ ЗАКАЗАТЬ СЕЙЧАС.
Но найдите время и посчитайте. Допустим, у вас есть дом на ранчо, и в планах требуется балка 8×17 длиной 40 футов. Вы можете доставить эту балку на строительную площадку.
Не пытайтесь поднять его самостоятельно, он весит почти 700 фунтов. Меньший луч, который длинный, также создает проблемы с обращением, потому что он будет похож на мокрый кусок спагетти, когда вы поднимете его со всеми своими друзьями.Если вы никогда раньше не работали с балками, лучше поработайте с балками меньшего размера, прежде чем пытаться работать с длинными кусками стали.
Сталь дешевая — стоит вложения
Сталь — это товар, и цена на нее колеблется. Текущая цена на стальную балку, которую вы должны платить за новую сталь, может быть неплохой, как вы могли подумать. В настоящее время рынок находится в депрессивном состоянии, и предложение может намного превышать спрос. Вы можете быть приятно удивлены, узнав, что стальную строительную балку можно купить за небольшие деньги.
Вы можете найти приличные стальные балки у подрядчика по сносу, который обычно вывозит их из зданий. Они продают их на металлолом, поэтому цена, которую вы платите, обычно будет намного меньше, чем цена новой балки. Однако при работе с использованными балками возникают всевозможные проблемы. Возможно, вы не получите точного размера, балки можно согнуть, и вам нужно решить, как транспортировать его на место работы. Я предполагаю, что подрядчик по сносу не настроен делать это за вас. Но случались и более странные вещи.
В конце концов, когда вы сравните все затраты, связанные с приобретением бывшей в употреблении балки вместо новой, вы можете обнаружить, что разница в цене не так велика. В любом случае убедитесь, что балки, которые вы используете, загрунтованы и окрашены, чтобы предотвратить или минимизировать ржавчину. Прокрутите вверх, чтобы выбрать лучшую краску.
В любом случае убедитесь, что балки, которые вы используете, загрунтованы и окрашены, чтобы предотвратить или минимизировать ржавчину. Прокрутите вверх, чтобы выбрать лучшую краску.
Стальные колонны
Я бы никогда не использовал дерево для поддержки стальной колонны. Лучше всего использовать сталь. Стальные круглые колонны — универсальный стандарт в жилищном строительстве.Проблема в пожаре, стальные колонны могут размягчиться, а балка может разрушиться.
Чтобы избежать прогиба и разрушения стальных колонн в результате пожара, заполните их сухим песком. Просто закажите стальную колонну с отверстием диаметром 1/2 дюйма, просверленным примерно на два дюйма ниже вершины. Воспользуйтесь пластиковой трубкой и воронкой, чтобы засыпать песок в колонку.
Убедитесь, что у вас есть сварщик, приваривающий стальную стойку к нижней стороне балки для лучшего соединения. Вы также можете попросить изготовителей стали просверлить отверстия в нижней части полки балки и прикрепить колонну к балке болтами. Вам нужно будет оценить каждый вариант, чтобы увидеть, что является наиболее экономичным в вашем районе.
Вам нужно будет оценить каждый вариант, чтобы увидеть, что является наиболее экономичным в вашем районе.
Если вы решите попытаться установить стальную конструкцию самостоятельно на строительной площадке, помните об опасностях. Карманы в бетонном фундаменте не такие глубокие, и если вы не будете осторожны, балка может выскользнуть из одного конца, а вы будете двигаться с другим концом балки.
Для выравнивания балок в карманах нужны стальные прокладки разной толщины. Никогда не используйте прокладки для дерева, даже обработанного пиломатериала, который не должен гнить.Большие нагрузки на балку со временем могут сжимать древесину.
Стальные балки могут быть сдуты ветром, если они не закреплены. Я видел, как балки разрушаются после ливня, пропитанного глинистой почвой, заставляя ее расширяться и поднимать колонны, поддерживающие балки. Сотни фунтов веса, плавающие над вашей головой и телом на строительной площадке, никогда не следует недооценивать.
Размер стальных балок, а также размер и расстояние между стальными колоннами, которые поддерживают балки, должны определяться обученным и образованным профессионалом. Нельзя угадывать и надеяться, что балки и колонны будут работать. Наймите инженера-строителя или архитектора, имеющего большой опыт в определении размеров балок и колонн, когда вы решите установить или изменить все, с чем вы, возможно, будете работать в своем доме.
Нельзя угадывать и надеяться, что балки и колонны будут работать. Наймите инженера-строителя или архитектора, имеющего большой опыт в определении размеров балок и колонн, когда вы решите установить или изменить все, с чем вы, возможно, будете работать в своем доме.
Примечания автора
Я получил следующее электронное письмо от Джеймса Калхауна, архитектора. Он написал:
«Тим, возможно, тебе стоит кое-что узнать. Большинство строительных норм муниципалитета в настоящее время разрешают использовать использованные конструктивные элементы, такие как старые стальные балки, в новые конструкции без сертификатов архитектора или инженера (который в здравом уме сделает это. …) или серьезное (50%) обесценивание расчетной структурной способности элемента. В противном случае вы хорошо рассмотрели преимущества стали в жилых конструкциях. Я постоянно проектирую сталь для дома ».
Спасибо, Джеймс.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных инженеров-строителей в вашем городе.
Джейсон мог бы извлечь пользу из этой колонки. Прочтите информационный бюллетень от 18 августа 2019 г., чтобы увидеть драматические фотографии проблем Джейсона.
Столбец 818
Сварные соединения проката и сварных стальных двутавровых профилей
Реализованные расчетные коды сварных соединений
Для проектирования сварных соединений в CYPECAD, CYPE 3D и интегрированных 3D структурах CYPECAD реализованы следующие коды:
- ABNT NBR 8800 (Бразилия)
- ABNT NBR 8800: 2008 (Бразилия)
- ANSI / AISC 360-05 (LRFD) (США — международный)
- ANSI / AISC 360-10 (LRFD) (США — международный)
- CTE DB SE-A (Испания)
- EAE (Испания)
- Еврокод 3 EN 1993-1-8: 2005 (Общий документ)
- Еврокод 3 NF EN 1993-1-8 / NA: 2007-07 (с национальным заявочным документом для Франции)
- Еврокод 3 NP EN 1993-1-8: 2005 / NA: 2010 (с национальным заявочным документом для Португалии)
- Еврокод 3 UNI EN 1993-1-8: 2005 (Общий документ адаптирован для Италии)
- IS 800: 2007 (Индия)
- НТК: 14-01-2008 (Италия)
Также были внесены поправки, внесенные Европейским комитетом по стандартизации в Еврокод 3 (EN 1993-1-8: 2005 / AC: 2009).
Виды выполняемых сварных соединений
(1) Стыки с непрерывными колоннами могут быть введены только в CYPE 3D и в интегрированных 3D структурах CYPECAD. В CYPECAD это соединение может быть только у столбцов в переходе или на концах столбцов.
Варианты исполнения
Варианты конструкции сварных и болтовых соединений можно настроить в меню «Опции». (Суставы> Параметры). Доступ к этому диалоговому окну можно получить через следующие пункты меню:
- В CYPECAD и его интегрированных трехмерных структурах :
- Вкладка «Определение балки»> Проект> Параметры совместного анализа
- Вкладка результатов> Соединения> Параметры анализа соединений
- В CYPE 3D:
Это диалоговое окно содержит три вкладки:
- Болты без предварительного напряжения
Содержит варианты конструкции для болтов без предварительного напряжения (код серии болтов, класс стали болта и Доступные диаметры). Выбранные здесь параметры влияют только на конструкцию болтовых соединений. - Болты с предварительным напряжением
Содержит варианты конструкции предварительно напряженных болтов (код серии болтов, класс стали болтов, доступные диаметры и класс поверхности трения). Дополнительно тип трения Для проверки проскальзывания болта необходимо указать поверхность. В этом диалоге программа также определяет свойства выбранной поверхности в соответствии со статьей выбранный код.Выбранные здесь параметры влияют только на конструкцию болтовых соединений. - Ребра жесткости
Содержит две группы параметров, которые настраивают расположение ребер жесткости: - Ребра жесткости на задних концах
Содержит две опции, которые при активации заставляют программу всегда предоставлять ребра жесткости, один в соединениях колонны с балкой, а другой в соединениях конька. Влияет на сварные соединения разработан с модулем Joints I и болтовыми соединениями, разработанными с помощью Joints II модуль.Независимо от того, активирована эта опция или нет, в программе всегда предусмотрены ребра жесткости. на концах бедер, если конструкция требует их наличия.
- Ребра жесткости для балок, закрепленных на стенке колонны
Активирует обрезку ребер жесткости для балок, прикрепленных к стенкам колонн. Это влияет только на сварные соединения, разработанные с помощью Joints III модуль и болтовые соединения с помощью Joints Модуль IV (другие модули не рассмотреть соединения, состоящие из балок, прикрепленных к стенкам колонн).Данная опция не предполагает изменений при проверке конструкции, но учитывает только аспекты, связанные с эстетикой и с количеством операций обрезки, выполненных в процессе изготовления. После активации вариант обрезки, она будет осуществляться при соблюдении следующих условий:
- Самая маленькая сторона планки должна быть больше 10 мм.
- Угол, образованный между наклонной стороной обрезки и плоскостью, перпендикулярной полотну, должен быть больше 15 градусов.
 Выбранные здесь параметры влияют только на конструкцию болтовых соединений.
Выбранные здесь параметры влияют только на конструкцию болтовых соединений.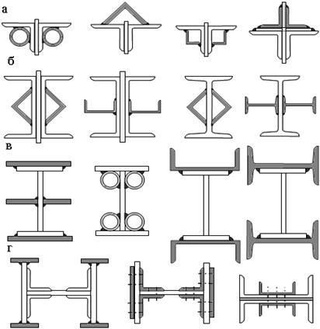

Конструкция сварного соединения
Если в процессе анализа конструкции обнаруживаются узлы, соединение которых были решены в программе, они будут разработаны и детальный чертеж этих конструкций будут предоставлены, а также их трехмерные изображения, отчеты о проверках и взлете.
Программа рассчитает толщину сварных швов и их длину и будет включать
ребра жесткости там, где это необходимо, чтобы передавать напряжения в соединении.
Силы, передаваемые сварному шву на единицу длины, разрешаются для получения растягивающих усилий
по нормали и по касательной к плоскости горловины, предполагая, что растягивающие силы равны
равномерное по шву.
Когда проектируются сварные или болтовые соединения, или когда конструкция анализируется вместе
с сочленениями программа выполняет в каждом узле работы пространственную компоновку
стержни и условия их крепления таким образом, чтобы для стальных стержней размеры
узлы устанавливаются и образуют жесткие концы, в которых части стержней
считаются не деформируемыми из-за того, что они находятся внутри узла.
Совместная консультация
После анализа можно проконсультироваться с соединениями, которые были разработаны программой.
CYPE 3D и CYPECAD помещают кружки разного цвета в узлы, чтобы указать, не все соединения узла были спроектированы, если есть только несколько, которые был спроектирован или если узел не содержит спроектированных соединений.
Если курсор подвести близко к узлу, в котором есть спроектированные соединения, Появится информационное окно с указанием типов соединений, предназначенных для этого узла.При нажатии на узел отображается диалоговое окно с тремя вкладками, содержащее следующие информация:
- Детали конструкции разрешенных соединений
- Отчет о проверках и снятии разрешенных соединений
- Реальные трехмерные виды соединений. Можно визуализировать трехмерное изображение каждого соединения.
разработан программой с изометрической или конической перспективой. Элементы, составляющие
стыки (колонны, балки, ребра жесткости, сварные швы) прорисовываются разными цветами. Сварные швы
представлены двумя цветами, чтобы различать те, которые выполняются на месте
и те, которые являются заводскими сварными швами. Пользователь также может свободно вращать и увеличивать трехмерное изображение.
Эти характеристики очень помогают пользователю понять принцип сборки соединения. В
Трехмерный вид соединений можно визуализировать, выбрав вкладку Трехмерный вид, которая появляется в
нижняя часть окна, которое активируется при просмотре стыка.
 Сварные швы
представлены двумя цветами, чтобы различать те, которые выполняются на месте
и те, которые являются заводскими сварными швами. Пользователь также может свободно вращать и увеличивать трехмерное изображение.
Эти характеристики очень помогают пользователю понять принцип сборки соединения. В
Трехмерный вид соединений можно визуализировать, выбрав вкладку Трехмерный вид, которая появляется в
нижняя часть окна, которое активируется при просмотре стыка.
Сварные швы
представлены двумя цветами, чтобы различать те, которые выполняются на месте
и те, которые являются заводскими сварными швами. Пользователь также может свободно вращать и увеличивать трехмерное изображение.
Эти характеристики очень помогают пользователю понять принцип сборки соединения. В
Трехмерный вид соединений можно визуализировать, выбрав вкладку Трехмерный вид, которая появляется в
нижняя часть окна, которое активируется при просмотре стыка.
Если курсор приближается к узлу, в котором нет спроектированных соединений, но принадлежит одному из подключений, распознаваемых программой, появляется окно, информирующее о причины, которые помешали спроектировать это соединение.
Даже если пользовательская лицензия не приобрела модули сочленений, программа позволяет пользователю
активировать совместный процесс проектирования. После завершения процесса пользователь может увидеть
Трехмерные виды суставов, которые можно исправить с помощью незанятых модулей, даже если
ни общие детали, ни отчеты о проверках, ни отчеты о взлете не отображаются. Когда курсор
размещается над одним из этих узлов, появляется предупреждение о том, что модули не были приобретены.
используется для оформления стыка.
После завершения процесса пользователь может увидеть
Трехмерные виды суставов, которые можно исправить с помощью незанятых модулей, даже если
ни общие детали, ни отчеты о проверках, ни отчеты о взлете не отображаются. Когда курсор
размещается над одним из этих узлов, появляется предупреждение о том, что модули не были приобретены.
используется для оформления стыка.
Опорные плиты, разработанные с использованием модуля Joints I
Стыки I. Склады стальных прокатных и сварных двутавровых профилей модульные конструкции опорные плиты на опорах , заглушки и плиты .
модуль Суставы Я также проектирует точки подключения Подкладка из интегрированной
3D конструкции , г.
если они расположены на опорах, крышках свай, плитах, стенах, стенах, бетонных колоннах
или балки (в случае последних четырех элементов, они рассчитаны, если никакие другие стальные балки
или стальные стержни интегрированных трехмерных структур соединяются в этом узле).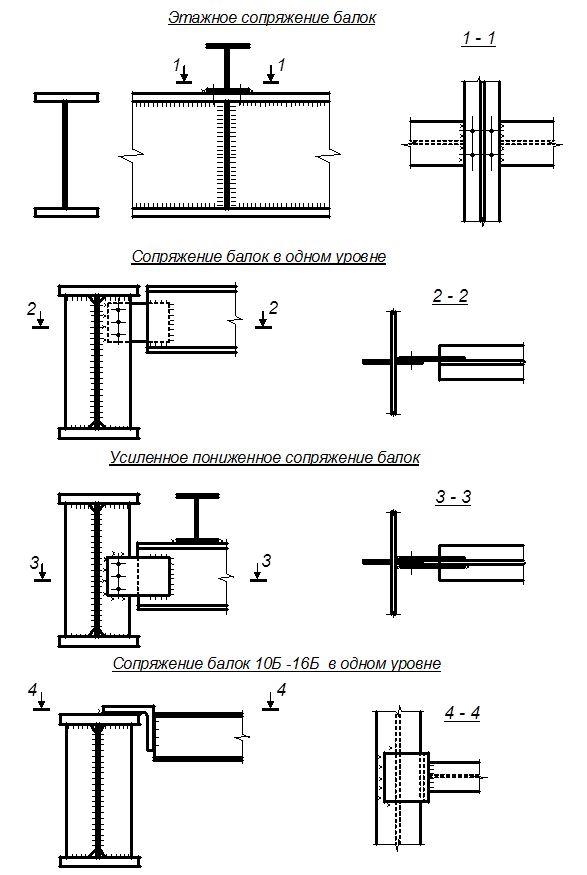
Свойства разработанные опорные плиты включают:
- Типы опорных плит : Опорные плиты для стального проката и сварных двутавровых профилей разработан.
- Сварные швы : Включает анализ и расчет сварных швов между пластиной, ребра жесткости, колонна и болты.
- Автоматическое сопоставление : Автоматическое сопоставление всех опорных плит работы (подшипник с учетом типа сечения, сил и внешнего крепления).Так и без пользователя необходимо вмешиваться, количество различных типов опорных плит уменьшается, следовательно, более однородные результаты.
- Трехмерный вид с выделенными элементами и сварными швами : Возможно получение
трехмерный вид на экране, на котором опорная плита, колонна, ребра жесткости, болты, заводские сварные швы и
Сварные швы на месте отображаются разными цветами, так же, как и швы.
представлен между I разделами. Это было сделано, чтобы помочь пользователю понять
как должна быть собрана опора.
- Опорная плита макета: Макет схема базовой платы генерируется в в котором отображаются детали спроектированных сварных швов и ребер жесткости. Эта схема расположения могут быть включены в рабочие чертежи.
- Отчеты о взлете и проверке кода : Отчеты о взлете и проверке кода создаются опорных плит, которые были решены.Они объединены с остальными суставами, которые были разработаны.
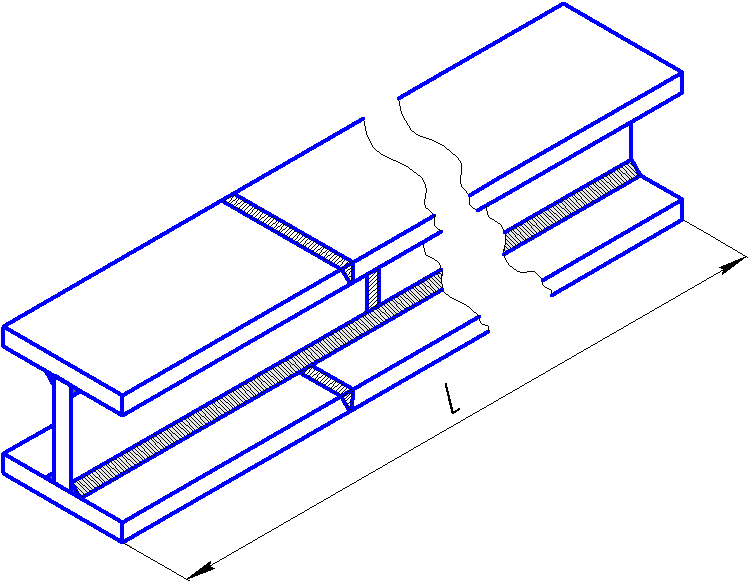 Это было сделано, чтобы помочь пользователю понять
как должна быть собрана опора.
Это было сделано, чтобы помочь пользователю понять
как должна быть собрана опора.Более подробная информация о конструкции опорной плиты можно найти в Baseplate раздел CYPE 3D.
Отчет о соединениях
CYPE 3D и CYPECAD создают отчет о соединениях со следующими данными:
- Сварные соединения и спецификации
- Код
- Материалы
- Строительный план
- Проверки
- Ссылки и символы
- базовых платы проверяют
- Взаимосвязь расчетных шарниров
- Расчеты
- Конструктивная деталь каждого типа соединения
- Описание компонентов каждого типа сустав
- Проверить результаты каждого типа подключения
- Сварной шов и отвод пластин для каждого типа соединения
- Полный съем сварных швов и листов спроектированных стыков
Чертежи соединений
Детали конструкции соединений, разработанные программой, могут быть частью чертежей. конструкции.Чертежи Joints включают следующие элементы:
конструкции.Чертежи Joints включают следующие элементы:
- Деталь конструкции стыка
- Спецификация сварных швов металлоконструкций
- Код
- Материалы
- Строительный план
- Проверки
- Таблица обозначений и обозначений
- Полный съем сварных швов и пластин проектируемых стыков
Модули CYPECAD и CYPE 3D
Модули CYPE 3D:
модулей CYPECAD:
Модули, общие для CYPECAD и CYPE 3D:
Верх
Приставки для сварных балок — Продукция
Скачать PDF
Фиг.20: Приставка для сварной балки
МАТЕРИАЛ: Углеродистая сталь
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку. Стальное крепление для приварки к нижнему фланцу или конструктивным элементам, в которые можно установить проушины или проушины. Это устройство допускает поворот штанги, что делает его пригодным для труб с горизонтальным перемещением.
Это устройство допускает поворот штанги, что делает его пригодным для труб с горизонтальным перемещением.
РАЗМЕР № | МАКС. НАГРУЗКА, фунт. | В | С | D | E | Ф | Вт | ВЕС | ||
|---|---|---|---|---|---|---|---|---|---|---|
3 | 3/8 | 730 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 121 | |
4 | 1/2 | 1350 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 130 | |
5 | 5/8 | 2160 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 3/4 х 3 | 160 |
6 | 3/4 | 3230 | 3/8 | 1 1/2 | 3 1/8 | 2 | 1 1/8 | 2 1/2 | 280 | |
7 | 7/8 | 4480 | 3/8 | 2 | 4 1/4 | 3 | 1 1/4 | 2 1/2 | 1 х 4 | 390 |
8 | 1 | 5900 | 1/2 | 2 | 4 1/2 | 3 | 1 1/2 | 3 | 630 | |
9 | 1 1/8 | 6200 | 1/2 | 2 1/4 | 4 3/4 | 3 | 1 3/4 | 3 | 630 | |
10 | 1 1/4 | 9500 | 5/8 | 2 1/2 | 5 | 3 | 2 | 4 | 1021 | |
12 | 1 1/2 | 13800 | 3/4 | 3 | 6 1/2 | 4 | 2 1/2 | 5 | 1900 | |
14 | 1 3/4 | 18600 | 3/4 | 3 3/4 | 7 3/4 | 5 | 2 3/4 | 5 | 2425 | |
16 | 2 | 24600 | 3/4 | 3 3/4 | 8 1/4 | 5 | 3 1/4 | 6 | 3060 | |
18 | 2 1/4 | 32300 | 3/4 | 4 1/4 | 9 1/2 | 6 | 3 1/2 | 6 | 3688 | |
20 | 2 1/2 | 39800 | 3/4 | 4 1/2 | 9 3/4 | 6 | 3 3/4 | 6 | 3924 | |
22 | 2 3/4 | 49400 | 5/8 | 3 3/4 | 9 3/4 | 5 3/4 | 4 | 6 | 3 х 7 | 4080 |
24 | 3 | 60100 | 5/8 | 3 3/4 | 10 1/4 | 6 1/4 | 4 | 7 | 4670 |
Скачать PDF
Фиг.
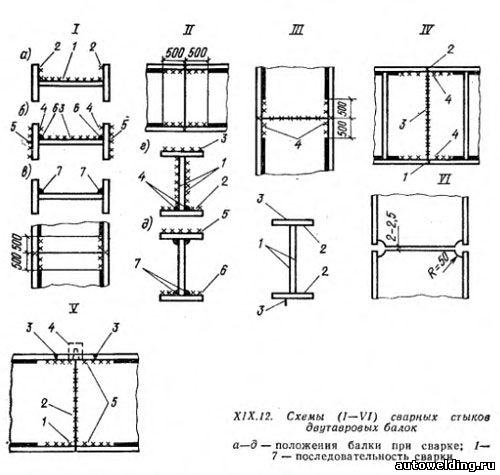 72 и 72L: Сварочный наконечник
72 и 72L: Сварочный наконечник МАТЕРИАЛ: Углеродистая сталь
ОБСЛУЖИВАНИЕ: Рис. 72 используется для крепления регулируемых пружин и кованых вилок к элементам конструкции.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
Рис.72 Стандарт A | Фиг.72L Длинный A1 | В | С | H | т | ||
|---|---|---|---|---|---|---|---|
1/2 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 16/11 | 1/4 | 1350 |
5/8 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 13/16 | 1/4 | 2160 |
3/4 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 15/16 | 3/8 | 3230 |
7/8 | 2 | 3 | 1 1/4 | 2 1/2 | 1 1/8 | 3/8 | 4480 |
1 | 2 | 3 | 1 1/2 | 3 | 1 1/4 | 1/2 | 5900 |
1 1/8 | 3 | 4 | 1 1/2 | 3 | 1 3/8 | 1/2 | 6230 |
1 1/4 | 3 | 4 | 2 | 4 | 1 1/2 | 5/8 | 9500 |
1 1/2 | 3 | 4 1/2 | 2 1/2 | 5 | 1 3/4 | 3/4 | 13800 |
1 3/4 | 3 | 4 1/2 | 2 1/2 | 5 | 2 | 3/4 | 18600 |
2 | 4 | 4 1/2 | 3 | 6 | 2 3/8 | 3/4 | 24600 |
2 1/4 | 4 1/2 | 5 | 3 | 6 | 2 5/8 | 3/4 | 32300 |
2 1/2 | 4 1/2 | 5 | 4 | 8 | 2 7/8 | 1 | 39800 |
2 3/4 | 4 1/2 | 5 | 4 | 8 | 3 1/8 | 1 | 49400 |
3 | 5 | 5 1/2 | 4 | 8 | 3 3/8 | 1 | 60100 |
Скачать PDF
Фиг.
 73: Бетонная плита подъемника
73: Бетонная плита подъемника МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размеры стержня от 3/8 ”до 2”
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Приставка для бетонного потолка.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР ШТОКА | МАКС. НАГРУЗКА, фунт | А | В | С | D | Ф | G | H | R | S | т | U | Вт | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
3/8 | 730 | 1 | 8 | 10 | 5 | 9/16 | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 1/2 | 2 | 11. |
1/2 | 1350 | 1 | 8 | 10 | 5 | 9/16 | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 5/8 | 2 | 11.9 |
5/8 | 2160 | 1 | 8 | 10 | 5 | 9/16 | 1/2 | 2 | 1 | 1 1/4 | 1/4 | 3/4 | 2 | 15. |
3/4 | 3230 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 2 | 1 1/8 | 1 1/2 | 3/8 | 7/8 | 2 1/2 | 16.9 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 16/11 | 1/2 | 3 | 1 1/4 | 2 | 3/8 | 1 | 2 1/2 | 18. |
1 | 5900 | 2 | 8 | 12 | 6 | 13/16 | 3/4 | 3 | 1 1/2 | 2 | 1/2 | 1 1/8 | 3 | 36.9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 15/16 | 3/4 | 3 | 2 | 2 1/2 | 5/8 | 1 3/8 | 4 | 40. |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 1 1/8 | 1 | 4 | 2 1/2 | 3 | 3/4 | 1 5/8 | 5 | 59.8 |
1 3/4 | 18600 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 2 3/4 | 3 3/4 | 3/4 | 1 7/8 | 5 | 93. |
2 | 20700 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 3 1/4 | 3 3/4 | 3/4 | 2 1/4 | 6 | 100.0 |
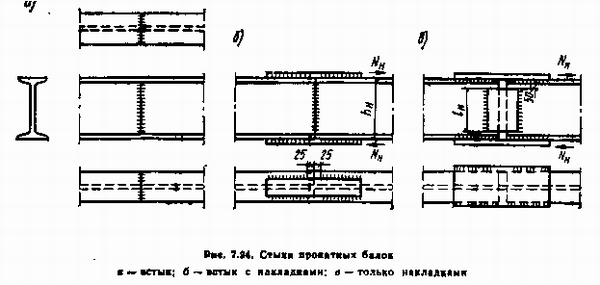 8
8 7
7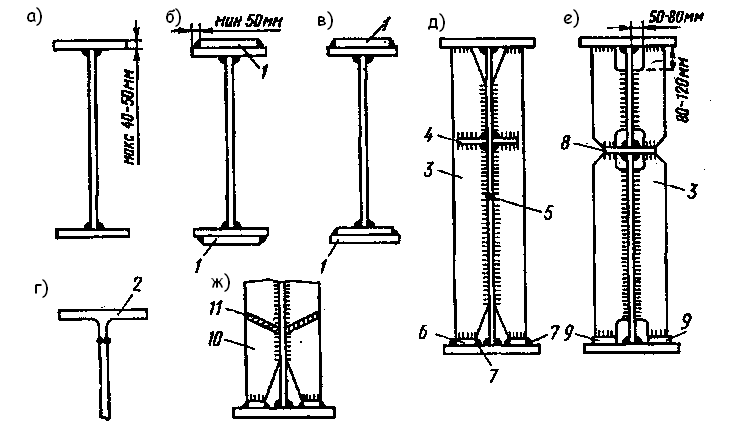 1
1 9
9 6
6Скачать PDF
Рис.74: Бетонная пластина с одной проушиной
МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размеры стержней от ½ ”до 2”
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Несущий элемент для бетонного перекрытия. Проушина используется вместе с рис. 95 (стальные балки из кованой стали).
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР ШТОКА | А | В | С | D | E | Ф | G | H | R | т | U | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
1/2 | 1350 | 1 | 8 | 10 | 5 | 4 7/8 | 9/16 | 3/8 | 1 1/2 | 1 1/4 | 1/4 | 5/8 | 2 1/2 | 11. |
5/8 | 2160 | 1 | 8 | 10 | 5 | 4 7/8 | 9/16 | 1/2 | 1 1/2 | 1 1/4 | 1/4 | 3/4 | 2 1/2 | 14.6 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 1/2 | 1 1/2 | 1 1/4 | 3/8 | 7/8 | 2 1/2 | 14. |
7/8 | 4480 | 1 | 8 | 10 | 5 | 4 13/16 | 16/11 | 3/4 | 2 | 1 1/4 | 3/8 | 1 | 2 1/2 | 22.0 |
1 | 5900 | 2 | 8 | 12 | 6 | 5 3/4 | 13/16 | 3/4 | 2 | 1 1/2 | 1/2 | 1 1/8 | 3 | 31. |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 5 11/16 | 15/16 | 1 | 3 | 2 | 5/8 | 1 3/8 | 4 | 43.8 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 5 5/8 | 1 1/8 | 1 | 3 | 2 1/2 | 3/4 | 1 5/8 | 5 | 45. |
1 3/4 | 18600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 3 | 2 1/2 | 3/4 | 1 7/8 | 5 | 55.7 |
2 | 24600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 4 | 3 | 3/4 | 2 1/4 | 6 | 58. |
 1
1 8
8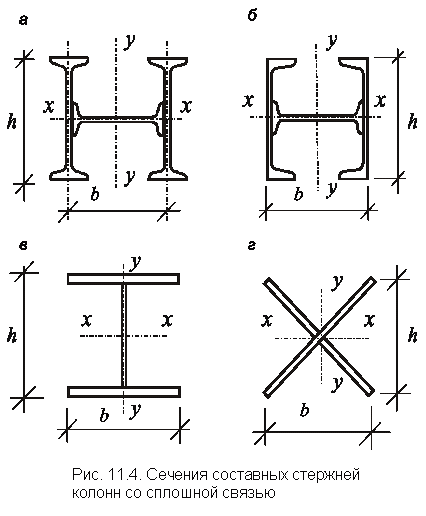 9
9 6
6 2
2Скачать PDF
Рис.75: Узел канала
ДЛЯ ЗАКАЗА: Укажите номер фигуры, размер стержня, размер канала, размер C-to-C и «E» и требуемый материал.
E = C-to-C + 2L + W
РАЗМЕР ШТОКА | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/8 | 1 1/4 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
H ОТВЕРСТИЕ | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/4 | 1 3/8 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 |
S | 9/16 | 16/11 | 13/16 | 15/16 | 1 1/16 | 1 3/8 | 1 1/2 | 1 5/8 | 1 7/8 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 | 4 |
Вт | 3 | 3 | 3 | 4 | 4 | 4 | 4 | 5 | 5 | 5 | 5 | 6 | 6 | 6 | 6 | 6 | 7 |
т | 1/4 | 1/4 | 3/8 | 3/8 | 1/2 | 1/2 | 1/2 | 1/2 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 |
л | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 3/8 | 3/8 | 3/8 |
Таблица безопасной нагрузки
НОМИНАЛ | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | 36 | 42 | 48 | 54 | 60 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
МАКСИМУМ БЕЗОПАСНАЯ НАГРУЗКА | ||||||||||||||||
3 | 8. | 8,8 | 7,5 | 6,6 | 5,8 | 5,2 | 4,8 | 4,4 | 3,9 | 3,6 | 3,5 | 2,9 | 2,5 | 2,2 | 1,9 | 1.7 |
4 | 10,8 | 15,2 | 13,1 | 11,4 | 10,2 | 9,1 | 8,3 | 7,5 | 7,0 | 6,5 | 6,1 | 5,1 | 4,3 | 3. | 3,3 | 3,0 |
5 | 13,4 | 24,0 | 20,6 | 18,0 | 16,0 | 14,4 | 13,1 | 12,0 | 11,1 | 10,3 | 9,6 | 8.0 | 6,8 | 6.0 | 5,3 | 4,8 |
6 | 21,0 | 40,0 | 34,3 | 30,0 | 26,6 | 24,0 | 21,8 | 20,0 | 18,4 | 17. | 16,0 | 13,3 | 11,4 | 10,0 | 8,8 | 8,0 |
8 | 23,0 | 64,8 | 55,5 | 48,6 | 43,2 | 38,8 | 35,3 | 32.3 | 29,8 | 27,7 | 25,8 | 21,5 | 18,5 | 16,1 | 14,3 | 12,9 |
10 | 30,6 | 107,2 | 91,7 | 80,3 | 71. | 64,2 | 58,4 | 53,5 | 49,4 | 45,8 | 42,8 | 35,7 | 30,6 | 26,7 | 23,8 | 21,4 |
12 | 41,4 | 171 | 147 | 128 | 114 | 103 | 93.4 | 85,6 | 79,0 | 73,3 | 68,4 | 57,0 | 48,9 | 42,8 | 38,0 | 34,2 |
15 | 67,8 | 333 | 286 | 250 | 222 | 200 | 182 | 167 | 154 | 143 | 133 | 111 | 95. | 83,4 | 74,1 | 66,7 |
 2
2 8
8 1
1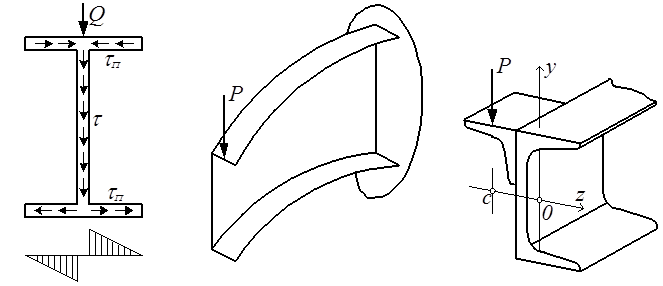 4
4 3
3Скачать PDF
Рис.76: Сварная проушина для длинного радиального колена
РАЗМЕРЫ: от 3 до 42 дюймов
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Черный или оцинкованный; выполнен в черном цвете, если не указано иное.
ОБСЛУЖИВАНИЕ: Приставка для бетонного потолка.
ЗАКАЗ: Укажите номер рисунка, размер трубы, описание и отделку, рабочую температуру и любые другие особые требования.
ПРИМЕЧАНИЯ: Проушины рассчитаны на толщину изоляции 4 дюйма. Проушины могут быть рассчитаны на разную толщину изоляции.
| РАЗМЕР ШТОКА | 1/2 ″ | 5/8 ″ | 3/4 ″ | 7/8 ″ | 1 ″ | 1-1 / 8 ″ | 1-1 / 4 ″ | 1-1 / 2 ″ | 1-3 / 4 ″ | 2 ″ | 2-1 / 4 ″ | 2-1 / 2 ″ | 2-3 / 4 ″ | 3 ″ | |
| т | 1/4 | 1/4 | 3/8 | 1/2 | 1/2 | 5/8 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 1 | 1 | 1 | |
| Вт | 3 1/2 | 3 1/2 | 3 1/2 | 3 1/2 | 5 | 5 | 6 | 7 | 7 | 8 1/2 | 8 1/2 | 9 3/4 | 10 1/4 | 10 1/2 | |
| R | 1 1/2 | 1 1/2 | 1 1/2 | 1 1/2 | 2 | 2 | 2 1/2 | 3 | 3 | 3 1/2 | 3 1/2 | 3 3/4 | 4 | 4 | |
| H | 11/16 | 13/16 | 15/16 | 1 1/8 | 1 1/4 | 1 3/8 | 2 | 1 3/4 | 2 | 2 3/8 | 2 5/8 | 2 7/8 | 3 1/8 | 3 3/8 | |
| E | 1 | 1 | 1 | 1 1/2 | 1 1/2 | 2 | 2 | 2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | |
| Ф | 1/8 | 1/8 | 1/4 | 1/4 | 1/4 | 5/16 | 5/16 | 5/16 | 5/16 | 3/8 | 3/8 | 3/8 | 3/8 | 3/8 | |
| РАЗМЕР ТРУБЫ | Б.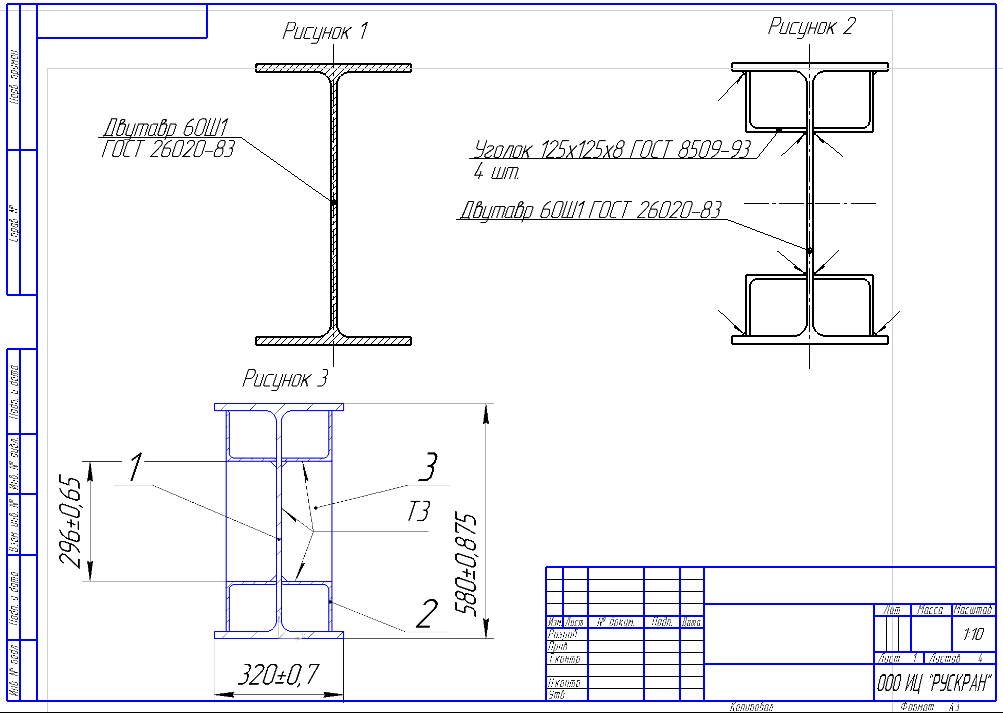 DIM DIM | Л. РАЗМЕР | |||||||||||||
| 3 | 7 7/16 | 11/16 | 11/16 | 11/16 | 11/16 | ||||||||||
| 4 | 7 1/2 | 11/16 | 11/16 | 11/16 | 11/16 | 13 1/2 | 13 1/2 | ||||||||
| 6 | 7 9/16 | 11 5/8 | 11 5/8 | 11 5/8 | 11 5/8 | 13 1/16 | 13 1/16 | 14 11/16 | 16 13/16 | 16 13/16 | |||||
| 8 | 7 7/16 | 11 13/16 | 11 13/16 | 11 13/16 | 11 13/16 | 13 1/16 | 13 1/16 | 14 1/2 | 16 1/16 | 16 1/16 | 17 7/8 | 17 7/8 | 18 15/16 | 20 1/4 | 20 1/4 |
| 10 | 7 5/16 | 11 7/8 | 11 7/8 | 11 7/8 | 11 7/8 | 13 1/16 | 13 1/16 | 14 3/8 | 15 3/4 | 15 3/4 | 17 5/16 | 17 5/16 | 18 1/8 | 18 15/16 | 18 15/16 |
| 12 | 7 1/8 | 12 | 12 | 12 | 13 3/16 | 13 3/16 | 14 7/16 | 15 3/4 | 15 3/4 | 17 1/8 | 17 1/8 | 17 7/8 | 15 5/8 | 15 5/8 | |
| 14 | 6 3/8 | 12 1/4 | 12 1/4 | 13 7/16 | 13 7/16 | 14 11/16 | 15 15/16 | 15 15/16 | 17 5/16 | 17 5/16 | 18 1/8 | 18 3/4 | 18 3/4 | ||
| 16 | 6 1/8 | 12 15/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 1/4 | 17 1/4 | 17 15/16 | 18 5/8 | 18 5/8 | |||
| 18 | 5 13/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 3/16 | 17 3/16 | 17 7/8 | 18 1/2 | 18 1/2 | ||||
| 20 | 6 3/4 | 14 3/4 | 15 7/8 | 17 | 17 | 18 3/8 | 18 3/8 | 19 | 19 11/16 | 19/16/11 | |||||
| 24 | 7 1/4 | 17 1/4 | 18 3/8 | 18 3/8 | 19 1/2 | 19 1/2 | 20 1/8 | 20 11/16 | 20 11/16 | ||||||
| 30 | 7 | 20 | 20 | 20 5/8 | 21 5/8 | 21 5/8 | |||||||||
| 36 | 7 | 21 1/8 | 21 1/8 | 21 3/4 | 22 5/16 | 22 5/16 | |||||||||
| 42 | 6 | 21 1/4 | 21 1/4 | 21 7/8 | 22 5/16 | 22 5/16 |
Скачать PDF
Фиг.
 135: Зажим для гибкой балки
135: Зажим для гибкой балки МАТЕРИАЛ: Ковкий чугун
ОТДЕЛКА: Черный
ОБСЛУЖИВАНИЕ: Рекомендуется для крепления к конструкционной стали. Используется в сочетании с двутавровыми балками американского стандарта и балками с широкими полками, где ширина балки составляет от мин. от 2 3/8 дюйма до макс. 7 дюймов и толщина фланца не превышает 0,60 дюйма.
ДЛЯ ЗАКАЗА: Укажите номер рисунка и описание.
| МАКСИМАЛЬНЫЙ РАЗМЕР ШТОКА | ДИАМЕТР БОЛТА | ВЫДВИЖНАЯ ШТОК (E) -ДЛЯ ФЛАНЦА БАЛКИ | МАКС.РЕКОМЕНДУЕМ. НАГРУЗКА (фунты) | ПРИМ. ВЕС (фунты на каждый) | |||||
| 2 3/8 | 3 | 4 | 5 | 6 | 7 | ||||
| 7/8 | 16/7 | 3 1/2 | 3 7/16 | 3 5/16 | 2 15/16 | 2 9/16 | 1 7/8 | 1365 | 2. 2 2 |
Скачать PDF
Рис.140: Зажим для балки для тяжелых условий эксплуатации
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Окрашенная, заводская грунтовка или оцинковка.
ОБСЛУЖИВАНИЕ: Для подвески тяжелых нагрузок от стандартных двутавровых балок и широкополочных балок с шириной полки до 15 дюймов и толщиной полки до 1,07 дюйма.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание, размер зажима, размер балки и отделку.
E | Ф | |||||
|---|---|---|---|---|---|---|
| ТОЛЩ. | ШИРИНА | |||||
1 | 1 | . 375 | 11500 | 9 | 1,07 | 10 |
2 | 1 | . | 11500 | 11 | 1,07 | 15 |
 375
375Скачать PDF
Рис.270: Горизонтальные путешественники
РАЗМЕРЫ: Доступны четыре размера, чтобы выдерживать нагрузки до 20 700 фунтов. Все размеры обеспечивают горизонтальное перемещение 12 дюймов.
УСТАНОВКА: Поставляется готовой к установке. Присоединить к опорной стали с помощью сварки вокруг рамы.Пружинная подвеска может быть прикручена или приварена к силовой плите.
ЗАКАЗ: При необходимости укажите номер рисунка, размер, описание и размер «H». По запросу горизонтальные путешественники могут быть рассчитаны на специальные нагрузки, перемещения или перемещение в двух направлениях.
ОСОБЕННОСТИ:
• Высокоэкономичный
• Минимальное трение
• Практически пыленепроницаемый
• Компактный — рассчитан на минимальное пространство над головой
• Универсальный
РАЗМЕР № | А | В | С | D | H МАКС. | л | т | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|
1 | 3770 | 15 | 2 1/2 | 1 5/8 | 5 3/8 | 2 1/2 | 1 1/8 | 15 1/8 | 3/4 | 4 5/8 |
2 | 6230 | 37 | 3 1/2 | 2 5/8 | 7 7/8 | 3 1/2 | 1 3/8 | 16 3/8 | 3/4 | 6 3/4 |
3 | 11630 | 69 | 5 | 3 | 10 1/2 | 5 | 1 3/4 | 17 7/8 | 1 | 9 3/4 |
4 | 20700 | 102 | 6 | 3 1/2 | 12 1/2 | 6 | 2 1/2 | 19 1/8 | 1 1/2 | 10 1/4 |
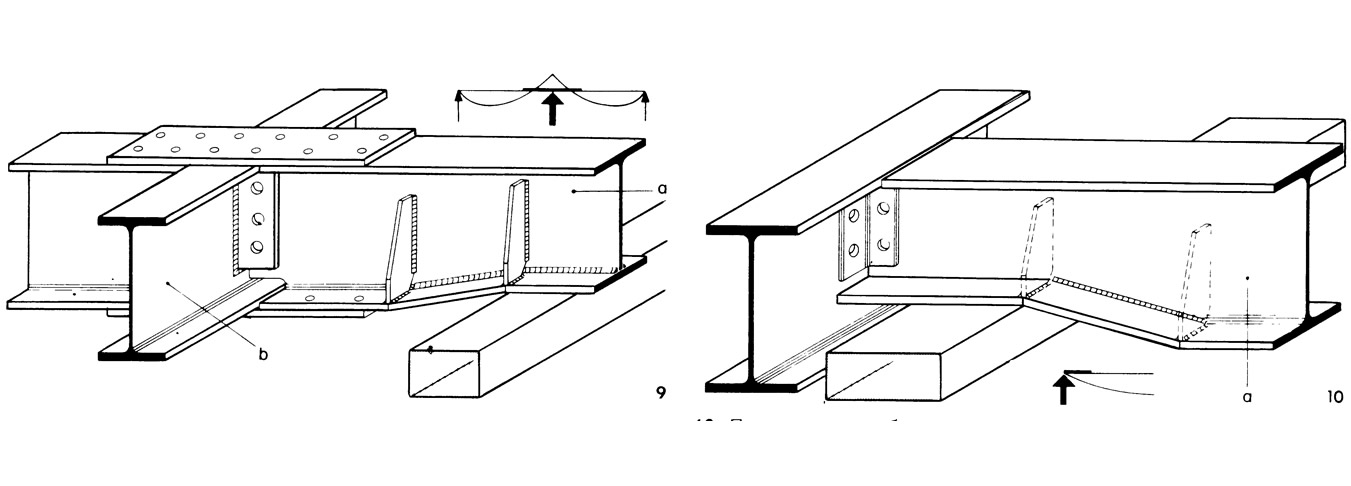
Крепление дерева к стальной двутавровой балке
Сводка: Стальные балки могут нести гораздо больший вес, чем цельные или конструкционные пиломатериалы, поэтому их часто используют в жилищном строительстве. Но крепление дерева к стали может занять много времени. Джон заменил наиболее распространенный метод — укладку полотна пиломатериалами — на гораздо более быстрый метод с использованием подвесок для балок с верхним креплением. Прикрутив кусок бруса к верхнему фланцу двутавровой балки и прибив к нему балочные подвески, вы можете уменьшить количество используемой древесины, количество просверливаемых отверстий и количество устанавливаемых болтов. Кроме того, для подвесок с верхним креплением требуется меньше гвоздей.
Но крепление дерева к стали может занять много времени. Джон заменил наиболее распространенный метод — укладку полотна пиломатериалами — на гораздо более быстрый метод с использованием подвесок для балок с верхним креплением. Прикрутив кусок бруса к верхнему фланцу двутавровой балки и прибив к нему балочные подвески, вы можете уменьшить количество используемой древесины, количество просверливаемых отверстий и количество устанавливаемых болтов. Кроме того, для подвесок с верхним креплением требуется меньше гвоздей.
Современные планы этажей имеют тенденцию к появлению широких открытых пространств.Несмотря на достижения в области деревянных балок, бывают случаи, когда требуется что-то более прочное. Многие плотники избегают стали, потому что прикрепить пиломатериалы к стали бывает непросто. Еще сложнее распилить стальную балку на месте. Однако иногда стальной двутавр — лучший выбор. Конструкционная сталь стоит меньше, чем сопоставимые LVL, отличается прочностью и доступна у местных поставщиков. Если вы закажете его нужного размера с пробитыми отверстиями для крепежа, вашей единственной проблемой будет прикрепление пиломатериала.
Если вы закажете его нужного размера с пробитыми отверстиями для крепежа, вашей единственной проблемой будет прикрепление пиломатериала.
Сталь имеет несколько ограничений
Хотя кусок стали несет большую нагрузку на длинном пролете и с меньшей глубиной, чем любой другой строительный материал, сталь имеет некоторые недостатки.Во-первых, он очень тяжелый. Вы должны быть уверены, что сможете доставить его туда, куда нужно, с помощью людей или машины. Во-вторых, в кодовой книге вы не найдете диаграмм стальных пролетов; сталь обычно должен быть определен инженером. Сталь следует защищать от влаги, чтобы предотвратить ржавчину и порчу. Кроме того, стальная балка выйдет из строя намного быстрее и катастрофичнее, чем эквивалентная деревянная балка при пожаре.
Самые практичные подвесы для балок с верхним креплением
В простейшем случае двутавровая балка располагается в углублениях, залитых в фундаментные стены, с балками перекрытия поверх нее.Однако чаще дерево крепится к паутине болтами; затем балки или стропила прикрепляются к дереву с помощью стандартных балочных подвесов. Сверление и болты, необходимые для этого метода, настолько непрактичны, что их стоит изменить перед строительством. Другой способ крепления — приварить подвесы верхнего монтажа к двутавру. Однако этот вариант встречается редко, не потому, что он не работает, а потому, что у большинства монтажных бригад нет сварщика на месте.
Сверление и болты, необходимые для этого метода, настолько непрактичны, что их стоит изменить перед строительством. Другой способ крепления — приварить подвесы верхнего монтажа к двутавру. Однако этот вариант встречается редко, не потому, что он не работает, а потому, что у большинства монтажных бригад нет сварщика на месте.
Я думаю, что лучший метод — это прикрутить два бруса к верхнему фланцу двутавровой балки, а затем прибить к нему верхние балочные подвески.Я использую 1⁄4 дюйма. на 1 1⁄2 дюйма проденьте болты через нижнюю часть верхнего фланца. Поскольку подвесы для балок с верхним креплением не сопротивляются скручиванию так же, как подвесы для лицевых опор, я использую обвязку снизу или блокировку между балками. Если необходимо сопротивление подъему, я прикрепляю пиломатериал к месту с помощью порошкового гвоздя, а затем закручиваю болт после того, как фанерный черновой пол опускается, втыкая головки болтов в фанеру.
Стальные двутавровые балки, которые чаще всего встречаются на стройплощадках, называются W- (широкие) и S- (стандартные) формы, в зависимости от ширины полки.