Материалы для изготовления печатных плат
Базовый материал – основной носитель устройства монтажа и электронных схем печатной платы. Базовый материал поставляется производителю печатных плат в виде «панели» и обрезается под необходимый размер для производства конкретной платы. Существует множество базовых материалов для печатных плат с различной толщиной и покрытиями, так же как и различными электрическими и механическими свойствами, которые влияют на функциональность электронной схемы. См. также Материалы ПП. Часто базовый материал выполнен из стекловолокна с эпоксидной смолой (FR4), доступный в виде, фольгированном медью или препрег.
Гетинакс фольгированный — спрессованные слои электроизоляционной бумаги, пропитанной фенольной или эпоксифенольной смолой в качестве связующего вещества, облицованные с одной или двух сторон медной фольгой.
Гибкость изоляционного материала – задаётся числом циклов изгиба вокруг оправки, диаметр которой равен нескольким значениям толщины гибкого участка.
Жесткое золочение — электролитическое жесткое золочение – это защищенная от трения поверхность, используемая для золотых выводов. Мы гальванически наносим никель на медную дорожку. Затем на никель наносится золото.
Катаная медная фольга – имеет относительное удлинение в 5-6 раз больше, чем у электролитической фольги, поэтому обладает большей гибкостью, способностью к перегибам, а также способностью к механической обработке без расслоения. Является дорогостоящей. Применяется при производстве гибких печатных плат.
Материал основания печатной платы – материал (диэлектрик), на котором выполняют рисунок печатной платы.
Неупрочнённые базовые материалы – медная фольга, покрытая смолой с состоянием В – частично заполимеризованная смола или с состоянием С – полностью заполимеризованная смола, а также жидкие диэлектрики и диэлектрики с нанесенной сухой пленкой.
Нефольгированные диэлектрики бывают двух типов. 1. С клеевым слоем, который наносят для повышения прочности сцепления осаждаемой в процессе изготовления ПП меди химическим способом; 2. С введенным в объем диэлектрика катализатором, способствующим осаждению химической меди.
Печатная плата с толстой медью — обычно платой с толстой медью называется печатная плата с толщиной меди> 105µm. Такие платы используются для высоких токов переключения в автомобильной и промышленной электронике и для специфических запросов клиента. Медь предлагает самый высокий коэффициент теплопроводности после серебра.
Платы с толстым слоем меди позволяют:
• Высокие токи переключения
• Оптимальная теплоотдача при местном нагревании
• Увеличение жизни, надежности и уровня интеграции
При этом при разработке платы должны быть приняты особые меры предосторожности касательно процесса травления, допустимы только более широкие структуры проводников.
Препреги – изоляционный прокладочный материал, используемый для склеивания слоёв МПП. Изготавливаются из стеклоткани, пропитанной недополимеризованной термореактивной эпоксидной или другими смолами.
САФ (препрег с низкой тягучестью, low flow prepreg) – склеивающий материал с регулируемой текучестью, который используется при изготовлении ГЖП, обладает адгезией как к стеклотекстолиту, так и полиимиду.
Соединение золотом — поверхность печатной платы Bond gold — это собирательный термин для поверхностей, способных к соединению, обычно золотых поверхностей. Для соединения применяются: иммерсионное золочение по подслою никеля (ENIG) для соединения алюминиевых проводов (Al), мягкое золото с электролитическим покрытием для соединения золотых проводов (Au) и ENEPIG (иммерсионное золочение по подслою никеля и палладия), которое подходит для обоих методов соединения.
Толщина золотого слоя при химическом (иммерсионном) золочении составляет около 0. 3-0.6µm, при электролитическом (мягком) золочении около 1.0-2.0µm и около 0.05-0.1µm золота плюс 0.05-0.15µm палладия для ENEPIG. Слои золота базируются на приблизительно 3.0-6.0µm никеля.
3-0.6µm, при электролитическом (мягком) золочении около 1.0-2.0µm и около 0.05-0.1µm золота плюс 0.05-0.15µm палладия для ENEPIG. Слои золота базируются на приблизительно 3.0-6.0µm никеля.
Стеклотекстолит фольгированный – спрессованные слои стеклоткани, пропитанные эпоксифенольной или эпоксидной смолой. По сравнению с гетинаксом имеет лучшие механические и электрические свойства, более высокую нагревостойкость, меньшее влагопоглощение.
Технологические (расходные) материалы для изготовления ПП – фоторезисты, специальные трафаретные краски, защитные маски, электролиты меднения, травления и пр.
Упрочнённые базовые материалы и препреги – разработанные специально для лазерной технологии нетканые стекломатериалы с заданной геометрией элементарной нити и заданным распределением нити (плоской стороной в направлении оси Z), органические материалы с неориентированным расположением волокон (арамид), препрег для лазерной технологии, стандартные конструкции на основе стеклоткани и пр.
Фольгированные диэлектрики – состоят из стеклоткани, изготовленной из нитей; смолы, используемой для пропитывания стеклоткани; фольги, используемой в качестве металлического покрытия фольгированных материалов.
Фольгированный и нефольгированный полиимид – применяется в электронной аппаратуре ответственного назначения, работающей при высоких температурах, для изготовления гибких печатных плат, ГПК, гибко-жёстких печатных плат, а также многослойных печатных плат, лент-носителей интегральных схем, и больших гибридных интегральных схем с числом выводов до 1000.
Электролитическая медная фольга – недорогостоящая; применяется при изготовлении ГПК с высокой плотностью рисунка проводников. Обладает более высокой разрешающей способностью при травлении меди с пробельных мест по сравнению с катаной.
CEM 1 — это базовый материал для печатных плат, сделанный из многослойной бумаги. СЕМ 1 имеет основу из бумаги, пропитанной эпоксидной смолой, и один внешний слой из стекловолокна. Из-за бумажной основы этот материал не подходит для металлизации сквозных отверстий. Спецификация материала содержится в документе IPC-4101.
СЕМ 1 имеет основу из бумаги, пропитанной эпоксидной смолой, и один внешний слой из стекловолокна. Из-за бумажной основы этот материал не подходит для металлизации сквозных отверстий. Спецификация материала содержится в документе IPC-4101.
IMDS – Международная система данных по материалам (International Material Data System). IMDS (www.mdsystem.com) была разработана производителями автомобилей для сбора состава материалов, используемых в автомобилях, деталях, устройствах и системах, чтобы идентифицировать индивидуальные компоненты материала каждой машины или под-группы (например, двигателя).
С момента вступление в силу Директивы ELV (06/21/2003), поставщики автомобильной отрасли стали обязаны предоставлять данные об ингредиентах их продуктов в рамках IMDS, чтобы определить темпы восстановления, имеющиеся в распоряжении.
Должны быть зарегистрированы в IMDS:
• Печатные платы
• Смонтированные печатные платы
• Компоненты
ZVEI и Автомобильная отрасль подписали документ Данные по материалам для сборки – Сотрудничество по декларированию данных по материалам:
Подразделение Электронных компонентов и систем и подразделение печатных плат и электронных систем в ZVEI – немецкая Ассоциация электронных и электрических производителей разработали эффективную концепцию декларирования данных по материалам электронных компонентов и печатных плат. Данные по материалам должны быть получены путем формирования кросс-корпоративных продуктовых групп и типовыми значениями. Эти таблицы данных по материалам, называемые «зонтичные» спецификации, значительно упрощают декларирование без заметных потерь в точности. Эта концепция успешно применяется в автомобильной индустрии с 2004 года.
Чтобы применять «Зонтичные спецификации» вместе с системой IMDS, IMDS выпустили рекомендации 019 «Печатные платы». Эти рекомендации описывают метод ввода содержания материалов смонтированных печатных плат.
Выдержка из пункта 5. Стандартные правила и руководства для E/E (компонент печатной платы) из IMDS Рекомендаций 019: «Данные по компонентам печатной платы в IMDS, Umbrella Spec, IPC1752 или похожем формате принимаются, если это согласовано между бизнес партнерами».
«Зонтичные» спецификации для IMDS, разработанные ZVEI с производителями печатных плат.
Динамичная программа делает простым подсчет субстанций, содержащихся в печатной плате любого размера. Поверхность и количество слоев находятся в свободном выборе. Стандартные технологии хранятся в базе данных.
RoHS — директива о запрете вредных веществ. Данное положение законодательства Европейского Союза говорит, что электронные устройства не могут содержать свинец или другие вредные вещества. Для печатных плат выполнение RoHS контролируется по двум компонентам: базовый материал и поверхность.
Материалы для печатных плат | Основы электроакустики
Печатная плата (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твердой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика.
- двухсторонние (ДПП): два слоя фольги.
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика.
 Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
 Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних платПо мере роста сложности проектируемых устройств и плотности монтажа, увеличивается количество слоёв на платах]. По свойствам материала основы:
- Жёсткие
- Теплопроводные
- Гибкие
Печатные платы могут иметь свои особенности, в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур) или особенности применения (например, платы для приборов, работающих на высоких частотах).
Материалы Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс. Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору. В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[2], и керамика.
Гетинакс применяют при средних условиях эксплуатации.
- Достоинства : дешево, меньше сверлить, интеграция в нагретом состоянии.
- Недостатки: может расслаиваться при механической обработке, может впитывать влагу, понижает свои диэлектрические свойства и коробится.
Лучше использовать гетинакс облицованный гольваностойкой фольгой.
Фольгированный стеклотекстолит – получают прессованием, пропитывание эпоксидной смолой слоев стеклоткани и приклеенной поверхностной пленки ВФ-4Р медной электротехнической фольги толщиной 35-50 микрон.
- Достоинства: хорошие диэлектрические свойства.
- Недостатки: дорого в 1,5-2 раза.

Применяют для односторонних и двусторонних плат. Для многослойных ПП применяются тонкие фольгированные диэлектрики ФДМ-1, ФДМ-2 и полугибкие РДМЭ-1. Основой таких материалов служит пропитывающий эпоксидный слой стеклоткани. Толщина электротехнической меди гольваностойкой фольги 35,18 микрон. Для изготовления многослойных ПП используется прокладочная ткань, например СПТ-2 толщиной 0,06-0,08 мм, является нефольгированным материалом.
Изготовление Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
- Изготовление заготовки (фольгированного материала).
Обработка заготовки с целью получения нужных электрического и механического вида.
Монтаж компонентов.
Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путем удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.[7] Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешевой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наибольшее распространение получила толщина 1,5 мм. На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz.
В СВЧ устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наибольшее распространение получила толщина 1,5 мм. На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz.
Алюминиевые печатные платы Отдельную группу материалов составляют алюминиевые металлические печатные платы.] Их можно разделить на две группы.
Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет большую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.
Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы, согласно рисунку токопроводящих областей, заданному фотошаблоном.
Получение рисунка проводников При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами. В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе.
Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида. При использовании хлорного железа процесс травления платы идет следующим образом: FeCl3+Cu → FeCl2+CuCl. Типовая концентрация раствора 400 г/л, температура до 35°С. При использовании персульфата аммония процесс травления платы идет следующим образом: (Nh5)2S2O8+Cu → (Nh5)2SO4+CuSO4].После травления защитный рисунок с фольги смывается.
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространенных мощных газовых СО лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.
Металлизация отверстий Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или механическим способом.
Механическая металлизация отверстий выполняется специальными заклепками, пропаянными проволочками или заливкой отверстия токопроводящим клеем. Механический способ дорог в производстве и потому применяется крайне редко, обычно в высоконадежных штучных решениях, специальной сильноточной технике или радиолюбительских условиях.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощенно состоит из таких этапов:
В конце производственного цикла для защиты довольно рыхлой осажденной меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелуженые переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Многослойные платы (с числом слоев металлизации более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоев пакета — их пока оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоев.
В последнюю очередь делают травление фольги внешних слоев.
Переходные отверстия в таких платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми глухими отверстиями (когда отверстие есть только в одном слое бутерброда), что позволяет уплотнить компоновку.
Возможны такие покрытия как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т.п.). Некоторые виды таких покрытий наносятся до этапа травления меди.
Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
Труба PP (ПП) — описание, свойства и особенности
Полипропилен — полимер пропилена. Это полукристаллический материал, плотность которого ниже плотности других известных термопластов. Его механические свойства, химическая стойкость и высокая термостойкость сделали полипропилен одним из самых важных материалов для изготовления труб и трубной арматуры.
Традиционно, для производства трубной арматуры применяется три вида полипропилена:
- Изотактический PP гомополимер (РР-Н), применяется для промышленных целей.
- РР блок-сополимер (РР-В), используется преимущественно для канализационных систем.
- РР статистический сополимер (PP-R), применяется в основном в бытовых условиях.
Как определить
- Цвет: RAL 7032, галечный серый.
- Маркировка: «PP».
Химико-физические свойства
Трубопроводы из PP пригодны для использования с кислотами, щелочными растворами, растворителями, спиртами и водой.
Системы трубопроводов из PP стойки к высокому внутреннему давлению, широкий температурный диапазон до +95°C.
Типы возможных соединений
Виды сварки: раструбная, стыковая, бесконтактная инфракрасная (IR-Plus®).
Особенности материала
Рекомендуемые области применения:
Трубопроводы для химически агрессивных сред при высокой температуре в конструкциях промышленных установок.
Основные свойства:
- Применение в широком температурном диапазоне от -10°С до +95°С;
- Хорошая химическая стойкость полипропилена по отношению к некоторым кислотам, щелочным растворам и растворителям. Жиры и масла лишь частично ухудшают его характеристики;
- Высокая стойкость к внутреннему давлению;
- Высокая ударная вязкость;
- Отличная свариваемость;
- Однородная, тонкая структура;
- Трубопроводы, которые подвергаются воздействию УФ, необходимо защищать.
 Жиры и масла лишь частично ухудшают его характеристики;
Жиры и масла лишь частично ухудшают его характеристики;Технические характеристики
| Свойства | Значение PP-R | Значение PP-H | Стандарт |
|---|---|---|---|
| Плотность | 0,90-0,91 г/см³ | 0,90-0,91 г/см³ | EN ISO 1183-1 |
| Предел текучести при 23 °С | 30 Н/мм² | 31 Н/мм² | EN ISO 527-1 |
| Модуль гибкости при 23°С | 900 Н/мм² | 1300 Н/мм² | EN ISO 527-1 |
| Ударная вязкость по Шарпи при 23 °С | 30,9 кДж/м² | 85 кДж/м² | EN ISO 179-1/1 eA |
| Ударная вязкость по Шарпи при 0 °С | 3,4 кДж/м² | 4,8 кДж/м² | EN ISO 179-1/1 eA |
| Твердость при вдавливании шарика (132Н) | 49 МПа | 58 МПа | EN ISO 2039-1 |
| Температура тепловой деформации HDTB0,45 МПа | 75 °С | 95 °С | EN ISO 75-2 |
| Точка плавления кристаллитов | 145-150 °C | 150-167 °C | DIN 51007 |
| Коэффициент теплвого расширения | 0,16 мм/м К | 0,18 мм/м К | DIN 53752 |
| Теплопроводность при 23 °С | 0,23 Вт/м К | 0,23 Вт/м К | EN 12664 |
| Водопоглощение при 23°С/24ч | 0,1% | 0,1% | EN ISO 62 |
| Цвет | RAL 7032 Галечный серый | RAL 7032 Галечный серый | |
| Предельный кислородный индекс (LOI) | 19% | 19% | ISO 4589-1 |
Материалы для печатных плат
Наша компания изготавливает печатные платы из высококачественных отечественных и импортных материалов, начиная от типового FR4 и заканчивая СВЧ-материалами ФАФ.
Типовые конструкции печатных плат основаны на применении стандартного стеклотекстолита типа FR4, с рабочей температурой от –50 до +110 °C, и температурой стеклования Tg (размягчения) около 135 °C.
При повышенных требованиях к термостойкости или при монтаже плат в печи по бессвинцовой технологии (t до 260 °C) применяется высокотемпературный FR4 High Tg или FR5.
Базовые материалы для печатных плат:
|
Толщина меди, мкм Толщина диэлектрика,мм |
5 | 18 | 35 | 50 | 70 |
| Фольга медная | |||||
| 0.0 | +/- | + | + | ||
| Односторонний FR-4 | |||||
| 0.10 | +/- | +/- | |||
| 0.15 | +/- | ||||
| 1,00 | + | ||||
| 1,50 | + | ||||
| 2,00 | + | ||||
| СФ 2,00 | + | ||||
| Двухсторонний FR-4 | |||||
| СТФ 0,20 | +/- | ||||
| 0,25 | + | ||||
| 0,36 | + | ||||
| 0,51 | + | ||||
| 0,71 | +/- | + | |||
| 1,00 | + | + | |||
| 1,50 | +/- | + | + | +/- | +/- |
| СФ 1,50 | +/- | ||||
| 2,00 | + | +/- | +/- | ||
| 2,50 | +/- | +/- | |||
| 3,00 | +/- | +/- | |||
| Двухсторонний МИ 1222 | |||||
| 1,50 | +/- | ||||
| 2,00 | +/- | ||||
| Двухсторонний ФАФ-4Д | |||||
| 0,50 | +/- | ||||
| 1,00 | +/- | ||||
| 1,50 | +/- | ||||
| 2,00 | + | ||||
«+» — Как правило, в наличии
«+/-» — По запросу (имеется в наличии не всегда)
Препрег («связующий» слой) для многослойных
печатных плат| Тип препрега | Толщина после прессования | Возможное отклонение |
| 1080 | 0,0686 мм | –0,005/+0,020 мм |
| 7628 | 0,180 мм | –0,005/+0,025 мм |
FR-4
— стеклотекстолит фольгированный с номинальной толщиной 1,6 мм, облицованный медной фольгой толщиной 35 мкм с одной или двух сторон. Стандартный FR-4 толщиной 1,6 мм состоит из восьми слоев («препрегов») стеклотекстолита. На центральном слое обычно находится логотип производителя, цвет его отражает класс горючести данного материала (красный — UL94-VO, синий — UL94-HB). Обычно, FR-4 — прозрачен, стандартный зелёный цвет определяется цветом паяльной маски, нанесённой на законченную печатную плату
Стандартный FR-4 толщиной 1,6 мм состоит из восьми слоев («препрегов») стеклотекстолита. На центральном слое обычно находится логотип производителя, цвет его отражает класс горючести данного материала (красный — UL94-VO, синий — UL94-HB). Обычно, FR-4 — прозрачен, стандартный зелёный цвет определяется цветом паяльной маски, нанесённой на законченную печатную плату
- объемное электрическое сопротивление после кондиционирования и восстановления (Ом х м): 9,2 х 1013;
- поверхностное электрическое сопротивление (Ом): 1,4 х1012;
- прочность на отслаивание фольги после воздействия гальванического раствора (Н/мм): 2,2;
- горючесть (вертикальный метод испытания): класс Vо.
Подробные технические характеристики стеклотекстолита >>
МИ 1222
представляет собой слоистый прессованный материал на основе стеклоткани, пропитанной эпоксидным связующим, облицованный с одной или двух сторон медной электролитической фольгой.
- поверхностное электрическое сопротивление (Ом): 7 х 1011;
- удельное объемное электрическое сопротивление (Ом): 1 х 1012;
- диэлектрическая проницаемость (Ом х м): 4,8;
- прочность на отслаивание фольги (Н/мм): 1,8.
ФАФ-4Д
представляют собой армированный стеклотканью фторопласт, облицованный с обеих сторон медной фольгой. Применение:- в качестве оснований печатных плат работающих в диапазоне СВЧ; — электрическая изоляция для печатных элементов приемно-передающей аппаратуры;- способны длительно работать в интервале температур от +60 до +250° С.
- Прочность сцепления фольги с основанием на полоску 10 мм, Н (кгс), не менее 17,6(1,8)
- Тангенс угла диэлектрических потерь при частоте 106 Гц, не более7 х 10-4
- Диэлектрическая проницаемость при частоте 1 МГц 2,5 ± 0,1
- Выпускаемые размеры листов, мм (предельное отклонение по ширине и длине листа 10 мм. ) 500х500
 ) 500х500
) 500х500T111
материал из теплопроводящего полимера на основе керамики с алюминиевым основанием, используются в том случае, когда предполагается использовать компоненты, выделяющие значительную тепловую мощность (например сверхяркие светодиоды, лазерные излучатели и т.д.). Основными свойствами материала являются отличное рассеяние тепла и повышенная электрическая прочность диэлектрика при воздействии высоких напряжений:
- Толщина алюминиевого основания – 1.5 мм
- Толщина диэлектрика — 100 мкм
- Толщина медной фольги – 35 мкм
- Теплопроводность диэлектрика — 2.2 W/mK
- Тепловое сопротивление диэлектрика — 0.7°C/W
- Теплопроводность алюминиевой подложки (5052 — аналог АМг2,5) — 138 W/mK
- Напряжение пробоя – 3 KV
- Температура стеклования (Tg) – 130
- Объёмное сопротивление – 108 MΩ×см
- Поверхностное сопротивление — 106 MΩ
- Наибольшее рабочее напряжение(CTI) – 600V
Защитные паяльные маски, применяемые при производстве печатных плат
Паяльная маска (она же «зеленка») – слой прочного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке, а также от перегрева. Маска закрывает проводники и оставляет открытыми контактные площадки и ножевые разъемы. Способ нанесения паяльной маски аналогичен нанесению фоторезиста – при помощи фотошаблона с рисунком площадок нанесённый на ПП материал маски засвечивается и полимеризуется, участки с площадками для пайки оказываются незасвеченными и маска смывается с них после проявки. Чаще всего паяльная маска наносится на слой меди. Поэтому перед её формированием защитный слой олова снимают – иначе олово под маской вспучится от нагревания платы при пайке.
PSR-4000 H85
— зеленого цвета, жидкая фоточувствительная термотверждаемая, толщиной 15-30 мкм, фирмы TAIYO INK (Япония).
Имеет одобрение на использование следующих организаций и производителей конечных изделий: NASA, IBM, Compaq, Lucent, Apple, AT&T, General Electric, Honeywell, General Motors, Ford, Daimler-Chrysler, Motorola, Intel, Micron, Ericsson, Thomson, Visteon, Alcatel, Sony, ABB, Nokia, Bosch, Epson, Airbus, Philips, Siemens, HP, Samsung, LG, NEC, Matsushita(Panasonic), Toshiba, Fujitsu, Mitsubishi, Hitachi, Toyota, Honda, Nissan и многих-многих других;
IMAGECURE XV-501
– цветная (красная, чёрная, синяя, белая), жидкая двухкомпонентная паяльная маска, фирмы Coates Electrografics Ltd (Англия), толщина 15-30 мкм;
DUNAMASK KM
– сухая, пленочная маска фирмы DUNACHEM (Германия), толщина 75 мкм, обеспечивает тентирование переходных отверстий, обладает высокой адгезией.
Конструкции и материалы печатных плат
А. Акулин
Вкратце остановимся на наиболее распространенном технологическом процессе изготовления печатных плат (ПП) – гальванохимической субтрактивной технологии. Основой печатной платы является подложка из стеклотекстолита – диэлектрика, представляющего собой спрессованные листы стеклоткани, пропитанной эпоксидным компаундом. Стеклотекстолит производят и отечественные заводы – одни выпускают его из своего сырья, другие закупают пропитанную стеклоткань за рубежом и только прессуют ее. К сожалению, практика показывает, что наиболее качественные ПП получаются на импортном материале – плату не коробит, медная фольга не отслаивается, стеклотекстолит не расслаивается и не выделяет газы при нагреве. Поэтому повсеместно применяют импортный стеклотекстолит типа FR-4 – стандартизированный огнеупорный материал.
Для изготовления двухсторонней ПП (ДПП) используется стеклотекстолит, с обеих сторон ламинированный медной фольгой. Сначала на плате сверлят отверстия, подлежащие металлизации. Затем они подготавливаются к осаждению металла – производится их химическая очистка, выравнивание и «активация» внутренней поверхности.
Для формирования проводников на поверхность медной фольги наносится фоторезистивный материал, полимеризующийся на свету (позитивный процесс). Затем плата засвечивается через фотошаблон – пленку, на которую на фотоплоттере нанесен рисунок проводников ПП (где проводники непрозрачны). Фоторезист проявляется и смывается в тех местах, где он не был засвечен. Открытыми оказываются только участки, где должны остаться медные проводники.
Далее производят гальваническое нанесение меди на стенки отверстий. При этом медь осаждается как внутри отверстий, так и на поверхность платы, поэтому толщина проводников складывается из толщины медной фольги и слоя гальванической меди. На открытые участки меди гальванически осаждают олово (или золото), а оставшийся фоторезист смывают специальным раствором. Далее медь, не защищенная оловом, стравливается. При этом проводники в сечении приобретают форму трапеции – агрессивное вещество постепенно «съедает» наружные слои меди, прокрадываясь под защитный материал.
Как правило, на ПП наносится паяльная маска (она же «зеленка») – слой прочного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке, а также от перегрева. Маска закрывает проводники и оставляет открытыми контактные площадки и ножевые разъемы. Способ нанесения паяльной маски аналогичен нанесению фоторезиста – при помощи фотошаблона с рисунком площадок нанесенный на ПП материал маски засвечивается и полимеризуется, участки с площадками для пайки оказываются незасвеченными и маска смывается с них после проявки. Чаще всего паяльная маска наносится на слой меди. Поэтому перед ее формированием защитный слой олова снимают – иначе олово под маской вспучится от нагревания платы при пайке. Маркировка компонентов наносится краской, методом сеткографии или фотопроявления.
На готовой печатной плате, защищенной паяльной маской, площадки для пайки покрываются оловянно-свинцовым припоем (например, ПОС-61). Наиболее современный процесс его нанесения – горячее лужение с выравниванием воздушным ножом (HAL – hot air leveling). Плату погружают на короткое время в расплав припоя, затем направленной струей горячего воздуха продувают металлизированные отверстия и снимают излишки припоя с площадок.
Наиболее современный процесс его нанесения – горячее лужение с выравниванием воздушным ножом (HAL – hot air leveling). Плату погружают на короткое время в расплав припоя, затем направленной струей горячего воздуха продувают металлизированные отверстия и снимают излишки припоя с площадок.
В покрытой припоем плате сверлят крепежные отверстия (в них не должно быть внутренней металлизации), фрезеруют плату по контуру, вырезая из заводской заготовки, и передают на конечный контроль. После визуального просмотра и/или электрического тестирования платы упаковывают, снабжают биркой и отгружают на склад.
Многослойные печатные платы (МПП) более сложны в производстве. Они представляют собой как бы слоеный пирог из двухсторонних плат, между которыми проложены прокладки из стеклоткани, пропитанной в эпоксидной смоле – этот материал называется препрег, его толщина – 0,18 или 0,10 мм.
После выдерживания такого «пирога» под прессом при высокой температуре получается многослойная заготовка с готовыми внутренними слоями. Она проходит все те же операции, что и ДПП. Заметим, что типовая структура МПП предполагает наличие дополнительных слоев фольги в качестве наружных. То есть для четырехслойной платы, например, берется двухстороннее ядро и два слоя фольги, а для шестислойной платы – два двухсторонних ядра и два слоя фольги снаружи. Возможная толщина ядер – 0,27; 0,35; 0,51; 0,8 и 1,2 мм, фольги – 0,018 и 0,035 мм.
Особый класс МПП – платы с несквозными межслойными переходными отверстиями. Переходные отверстия, идущие с наружного слоя на внутренний, называют «слепыми» (или «глухими»), а отверстия между внутренними слоями – «скрытыми» (или «погребенными»). Платы с несквозными отверстиями позволяют реализовать гораздо более плотную разводку схемы, но значительно дороже в производстве. Как правило, у каждого производителя имеются определенные ограничения на то, между какими именно слоями можно выполнить межслойные отверстия, поэтому перед созданием проекта следует с ним проконсультироваться.
ТИПОВЫЕ ПАРАМЕТРЫ ЭЛЕМЕНТОВ ПЕЧАТНОЙ ПЛАТЫ
Общие параметры. Размеры элементов платы должны соответствовать требованиям ГОСТ Р 53429-2009 для 3–5 классов точности – в зависимости от возможностей производителя. Типовая толщина платы – 1,6 мм (бывает 0,8; 1,0; 1,2; 2,0 мм). У ПП толще 2 мм могут возникнуть проблемы с металлизацией отверстий.
Типовая толщина медной фольги – 35 и 18 мкм. Толщина наращиваемой меди на проводниках и в отверстиях составляет еще примерно 35 мкм.
Переходные отверстия и проводники. Для хорошего отечественного производства, изготавливающего ПП по 4-му классу точности, типовое значение зазоров и проводников составляет 0,2 мм, минимальное – 0,15 мм. Оптимально использовать в исходных данных проводники 0,2 мм с зазором 0,15 мм. В рисунке проводников следует избегать острых углов.
Переходные отверстия: типовое/минимальное значение площадки 1,0/0,65 мм, отверстие – 0,5/0,2 мм, сверло – 0,6/0,3 мм. У сквозных отверстий для штыревого монтажа диаметр площадки должен быть на 0,4–0,6 мм больше, чем диаметр отверстия (рис.1).
Для уменьшения вероятности срыва гарантийного пояска рекомендуется в месте присоединения проводника к площадке делать каплевидное утолщение (рис.2).
Планарные площадки. Вырез в маске должен быть больше размеров площадки по крайней мере на 0,05 мм, оптимальный вариант – по 0,1 мм с каждой стороны. Минимальная ширина полоски паяльной маски между площадками – 0,15 мм. Подсоединять площадки к полигонам лучше не сплошным контактом, а через проводники с зазором, предотвращающим отток тепла от площадки при монтаже (рис.3). Линии маркировки не должны проходить поверх площадок для пайки. Ширина линии и зазор – 0,2 мм.
Особенности элементов МПП. Внутренние площадки в МПП надо делать на 0,6–0,8 мм больше, чем диаметр отверстия. Отторжение плана питания во внутренних слоях – не менее 0,2 и 0,4 мм с каждой стороны площадки и отверстия, соответственно.
Для уменьшения деформации печатной платы необходимо добиться максимальной симметричности рисунка и структуры внутренних слоев. По углам МПП необходимы крепежные отверстия диаметром 2–4 мм для проведения электроконтроля. Отторжение плана питания от крепежных отверстий – не менее 0,5 мм с каждой стороны отверстия.
Слепые и скрытые переходные отверстия. Для «слепых» отверстий, изготавливаемых сверлением с контролем глубины, соотношение диаметра и глубины должно быть не менее чем 1:1. Нормы проектирования для «скрытых» отверстий, изготовленных методом металлизации отверстий при подготовке внутренних слоев, такие же, как и для сквозных отверстий.
Источник:
ЭЛЕКТРОНИКА: Наука, Технология, Бизнес 4/2001
ЭЛЕКТРОНИКА: Наука, Технология, Бизнес 4/2001
13.05.2011
к списку
slavros
Описание
Материал: полипропилен
Метод производства: механический способ (иглопробивание)
Геосинтетический материал предназначенный для устройства прослоек различного назначения (дренирующих, фильтрующих, разделительных, защитных) в транспортном строительстве (при строительстве и реконструкции автомобильных дорог, площадок, автостоянок, строительстве аэродромов) и относящийся по классификации геосинтетических материалов ГОСТ Р 55028 к виду «геополотно нетканое».
Примеры условного обозначения:
1. Материал геотекстильный нетканый иглопробивной полипропиленовый упрочненный с разрывной нагрузкой не менее 7,5 кН/м шириной полотна 4,3 м и длиной 100 м — Геотекстиль нетканый ПП-МСУ 0,75-4,3/100 СТО 39164675.005-2016;
2. Материал геотекстильный нетканый иглопробивной полипропиленовый упрочненный с разрывной нагрузкой не менее 10 кН/м шириной полотна 4,3 м и длиной 100 м — Геотекстиль нетканый ПП-МСУ 1-4,3/100 СТО 39164675. 005-2016.
005-2016.
Область применения:
- временные и постоянные автомобильные дороги;
- фундаменты зданий и сооружений;
- железные дороги;
- спортивные сооружения – легкоатлетические площадки, теннисные корты, футбольные поля и т.п.;
- благоустройство автомобильных стоянок, пешеходных покрытий;
- ландшафтный дизайн.
Преимущества материала:
- универсальный материал, который одновременно обладает разделяющими и дренирующими свойствами;
- геотекстиль имеет относительное удлинение под действием максимальной нагрузки до 95%, таким образом, местные повреждения не приводят к разрушению материала и геотекстиль продолжает выполнять свои функции;
- универсальная фильтрующая способность, обусловленная специфической структурой материала, что делает практически невозможным проникновение частиц грунта в поры геотекстиля и их засорение. Это позволяет обеспечивать стойкие фильтрующие качества материала под давлением грунта и в условиях сильной вибрации;
- высокая сопротивляемость разрыву и прокалыванию, что особенно ценится при укладке;
- материал легко укладывается в горизонтальной и вертикальной плоскостях и не требует специальных механизмов при монтаже.
| Наименование показателя | Единица измерения | ПП-МСУ 0,5 | ПП-МСУ 0,75 | ПП-МСУ 1 | ПП-МСУ 2 | ПП-МСУ 3 | ПП-МСУ 4 | ПП-МСУ 5 | ПП-МСУ 6 | ПП-МСУ 7 | ПП-МСУ 8 | ПП-МСУ 9 | ПП-МСУ 10 |
|
Разрывная нагрузка, не менее: — по длине — по ширине |
кН/м |
5,0 |
7,5 |
10 |
13,0 |
15,0 |
17,0 |
19,0 |
20,0 |
24,0 |
26,0 |
28,0 |
31,0 |
|
Относительное удлинение при максимальной нагрузке, не более: — по длине — по ширине |
% |
100
100 |
|||||||||||
|
Относительное удлинение при нагрузке 25 %, не более: — по длине — по ширине |
% % |
35 |
35 |
35 |
35 |
30 |
30 |
30 |
28 |
28 |
28 |
25 |
20 |
|
Прочность при статическом продавливании, не менее |
кН |
0,8 |
1,0 |
1,3 |
1,6 |
2,0 |
2,2 |
2,7 |
2,9 |
3,1 |
3,4 |
3,6 |
3,9 |
|
Испытания падающим конусом, не более |
мм |
45 |
40 |
35 |
25 |
23 |
21 |
17 |
17 |
15 |
14 |
12 |
10 |
|
Водопроницаемость в перпендикулярном направлении, скоростной индекс VIн50 не менее |
мм/ сек |
100 |
80 |
75 |
70 |
65 |
60 |
55 |
50 |
45 |
40 |
35 |
30 |
|
Характеристика открытых пор Q90 , не более |
мкм |
200 |
150 |
110 |
105 |
100 |
95 |
90 |
90 |
90 |
85 |
80 |
70 |
|
Стойкость к действию агрессивных сред, не менее |
% |
80 |
|||||||||||
|
Стойкость к ультрафиолетовому облучению, не менее |
% |
80 |
|||||||||||
|
Стойкость к многократному замораживанию и оттаиванию, не менее |
% |
80 |
|||||||||||
|
Стойкость к воздействию плесневых грибов |
Не выше |
ПГ113 |
|||||||||||
|
Стойкость к циклическим нагрузкам, не менее |
% |
90 |
|||||||||||
|
Коэффициент фильтрации в направлении перпендикулярной плоскости при давлении 2,0 кПа, не менее |
м/сутки |
80 |
75 |
70 |
65 |
60 |
55 |
55 |
45 |
45 |
40 |
40 |
40 |
Скачать pdf
Возврат к списку
Виды пластика и полиэтилена и их условные обозначения, прием в Самаре.

«Все на свете из пластмассы, и вокруг пластмассовая жизнь», — пела группа «Сплин». И действительно, из пластмассы делают великое множество вещей. Однако и пластмасс существует очень много. У каждого типа — свои особенности и преимущества.
ПЭТ (полиэтилентерефталат)
ПЭТ — самый распространенный материал для производства пластиковых бутылок. Минеральная вода, газировка и другие освежающие напитки, как правило, содержатся именно в ПЭТ-бутылках.
Основное преимущество ПЭТ в том, что это превосходный барьер на пути влаги и жидкости. Стекло, конечно, в этом плане вне конкуренции, но оно гораздо более хрупкое и тяжелое. Пол-литровая бутылка ПЭТ в 10 раз легче бутылки из стекла. К тому же благодаря тому, что ПЭТ дешев и ударопрочен, производители стали продавать свои напитки в бутылках большого объема. Это выгодно и покупателям, и продавцам.
Впервые ПЭТ выделили британские химики — в 1941 году. После войны многие страны научились производить этот ценный синтетический материал в своих лабораториях. В СССР он получил красивое название лавсан, что, впрочем, означает вовсе не солнце любви, а Лабораторию Института высокомолекулярных соединений Академии Наук.
Первоначально о бутылках никто не думал. Из ПЭТ производили синтетические волокна, например полиэстер. В 1950-х годах из него научились делать пленку — в частности, для фотоаппаратов и кинокамер. Первая ПЭТ-бутылка сошла с конвейера в 1973 году. А уже в 1977 году бутылки стали перерабатывать. Оказалось, что они прекрасно поддаются переработке, и из них можно делать новые бутылки, одежду, хозяйственные емкости.
ПНД (полиэтилен низкого давления) и ПВД (полиэтилен высокого давления)
Считается, что впервые полиэтилен был получен на исходе 19-го века. Немецкий химик Ганс фон Пехманн в 1898 году нагрел диазометан и нашел в пробирке белый осадок, похожий на воск. Его коллеги описали вещество, но практического применения до 1930-х гг. это открытие не имело.
Немецкий химик Ганс фон Пехманн в 1898 году нагрел диазометан и нашел в пробирке белый осадок, похожий на воск. Его коллеги описали вещество, но практического применения до 1930-х гг. это открытие не имело.
В 1933 году химики Эрик Фосет и Реджинальд Гибсон из британской компании ICI случайно смешали два вещества и нагрели его под высоким давлением и, вслед за фон Пехманном, получили новую воскообразную субстанцию. Через два года еще один химик из ICI установил, как можно повторить этот опыт, и уже в 1939 году началось промышленное производство полиэтилена.
ПВД изготавливается при высоком давлении, а ПНД — при низком. Это определяет их свойства. ПНД тверже, но менее прозрачен. К плюсам ПНД можно отнести его низкую водопроницаемость, высокую устойчивость к маслам, бензину и другим элементам. Это долговечная и прочная пластмасса. Из нее изготавливают трубы, посуду, крышки, фляги, ведра и другие хозяйственные емкости.
ПВД, напротив, отличается гибкостью и эластичностью. Это не самая прочная пластмасса, зато совершенно безопасная. При контакте с пищевыми продуктами она не выделяет вредных веществ. Из ПВД делают пакеты, пищевую и другие виды пленок, брезент. Также ПВД используется в производстве бутылок, канистр и других емкостей. Еще одно важное достоинство ПВД — он не боится низкой температуры и не становится хрупким на холоде.
ПВХ (поливинилхлорид)
ПВХ широко применяется в ремонте и строительстве. Из ПВХ делают вагонку, сайдинг, натяжные потолки, пластиковые окна. Но этим сфера применения ПВХ не исчерпывается. В каждом современном автомобиле — несколько килограммов ПВХ. Покрытия, приборные панели, подлокотники, ручки, держатели стаканов и многие другие детали изготовлены из него. ПВХ ценят и в медицине, и в канцелярии, из него делают пластиковые карточки, игрушки. Словом, это универсальный материал.
ПВХ был открыт французским химиком Анри Реньо. Как-то раз он оставил пробирку с винилхлоридом на солнечном свету и забыл про нее несколько дней. В пробирке образовался белый порошок. Впрочем, почти на целый век про это вещество забыли. Промышленное производство ПВХ началось только в 1913 году, и оно связано с именем американского инженера Фрица Клатте. Бум производства ПВХ начался в 1930-е годы. Германия, США, Великобритания начали на полную мощность производить новый материал. С чем же связана его популярность?
В пробирке образовался белый порошок. Впрочем, почти на целый век про это вещество забыли. Промышленное производство ПВХ началось только в 1913 году, и оно связано с именем американского инженера Фрица Клатте. Бум производства ПВХ начался в 1930-е годы. Германия, США, Великобритания начали на полную мощность производить новый материал. С чем же связана его популярность?
ПВХ устойчив к химическим соединениям. Он долговечен, не боится ни влаги, ни песка, ни солнца. При этом современный ПВХ эстетично выглядит. Однако в среде экологов к ПВХ относятся настороженно, ведь при его производстве активно применяется хлор. К тому же ПВХ сложно утилизировать: при сжигании он выделяет опасные для здоровья канцерогены.
ПП (Полипропилен)
История полипропилена началась в 1950-х годах, когда его получили химики Джулио Натта и Карл Циглер. За свое открытие они удостоились Нобелевской премии. Сегодня этот пластик по распространенности уступает только полиэтилену. Из полипропилена делают упаковочную тару, пленку, волокна. Из него также изготавливают одежду — например, болониевые куртки. Само название «болонья» произошло от одноименного города, где Джулио Натта открыл этот материал.
Полипропилен — экстремальный пластик. Он не боится ни высоких температур, ни изгибов, ни коррозии, ни растворителей. Не тонет в воде. Безвреден. Зато от мороза и солнечных лучей его лучше беречь. Полипропилен хорошо перерабатывается, его дробят на гранулы, после чего вновь используют в производстве.
ПС (Полистирол)
Полистирол впервые был выделен в 1911 году, хотя стирол, на основе которого он производится, был известен еще в 19-м веке. Это жесткий, но относительно хрупкий материал. Он устойчив к влаге. Его легко обрабатывать. Сравнительно дешев. Из полистирола делают массу вещей в различных сферах: потолочные плитки, корпуса телевизоров, чашки Петри, игрушки для детей.
Впрочем, полистирол применяется не только в мирных целях. Это вязкое вещество сложно потушить, поэтому оно стал одним из составляющих напалма. А вот в быту полистирол безвреден, однако при его сжигании выделяются вредные канцерогены, поэтому лучше всего полистирол перерабатывать.
Знаки перерабатываемого пластика
Каждый перерабатываемый тип пластика обозначается определенным знаком. Наверняка вы не раз видели такие значки на упаковке. Если же пластик не подпадает ни под один из перечисленных видов (что редкость!), его обозначают знаком «Другие виды пластика» — вот таким.
Типы, свойства, использование и информация о структуре
Полипропилен — это прочный, жесткий и кристаллический термопласт, произведенный из мономера пропена (или пропилена). Это линейная углеводородная смола. Химическая формула полипропилена (C 3 H 6 ) n . ПП — один из самых дешевых пластиков, доступных сегодня.
Молекулярная структура полипропилена
ПП принадлежит к семейству полиолефинов и входит в тройку наиболее широко используемых сегодня полимеров.Полипропилен применяется как в качестве пластика, так и в качестве волокна:
- Автомобильная промышленность
- Промышленное применение
- Потребительские товары и
- Мебельный рынок
Он имеет самую низкую плотность среди товарных пластиков.
Некоторые из основных поставщиков полипропилена:
- A. Schulman — GAPEX®, ACCUTECH ™, POLYFORT®, Fiberfil®, FERREX® и другие
- Borealis — Daplen ™, Bormed ™, Fibremod ™ и др.
- ExxonMobil Chemical — ExxonMobil ™, Achieve ™
- LyondellBasell — Adstif, Circulen, Hifax, Hostacom, Moplen и др.
- SABIC — SABIC® PP, SABIC® Vestolen, LNP ™ THERMOCOMP ™ и др.
- Компания RTP — ESD C, ESD A, RTP 100, RTP от 101 до 109 и более

База данных пластика позволяет фильтровать результаты поиска по свойствам (механические, электрические и т. Д.).), приложения, режим конвертации и другие размеры БЕСПЛАТНО!
Как производить полипропилен?
В наши дни полипропилен получают путем полимеризации мономера пропена (ненасыщенное органическое соединение — химическая формула C 3 H 6 ) посредством:
- полимеризации Циглера-Натта или
- Металлоценовая каталитическая полимеризация
| Структура мономера ПП C 3 H 6 | Полимеризация Циглера-Натта Или металлоценовый катализ | Структура полипропилена (C 3 H 6 ) n |
После полимеризации PP может образовывать три основные цепные структуры в зависимости от положения метильных групп:
- Атактическая (APP) — Неправильное расположение метильных групп (CH 3 )
- Изотактические (iPP) — Метильные группы (CH 3 ), расположенные на одной стороне углеродной цепи
- Syndiotactic (sPP) — Расположение чередующихся метильных групп (CH 3 )
| Полипропилен был впервые полимеризован немецким химиком Карлом Реном и итальянским химиком Джулио Натта в кристаллический изотактический полимер в 1954 году.Это открытие вскоре привело к крупномасштабному производству полипропилена, начатому в 1957 году итальянской фирмой Монтекатини. Синдиотактический полипропилен также был впервые синтезирован Наттой и его сотрудниками. |
Виды полипропилена и их преимущества
Гомополимеры и сополимеры — это два основных типа полипропилена, доступных на рынке.

- Гомополимер полипропилена — это наиболее широко применяемая марка общего назначения .Он содержит только мономер пропилена в твердой полукристаллической форме. Основные области применения включают упаковку, текстиль, здравоохранение, трубы, автомобилестроение и электротехнику.
- Семейство полипропиленовых сополимеров далее подразделяется на статистические сополимеры и блок-сополимеры, полученные полимеризацией пропена и этана:
- Полипропиленовый случайный сополимер получают путем совместной полимеризации этилена и пропена. Он содержит звенья этена, обычно до 6% по массе, случайно включенные в полипропиленовые цепи.Эти полимеры гибкие и оптически прозрачные , что делает их пригодными для применений, требующих прозрачности, и для продуктов, требующих превосходного внешнего вида.
- В то время как в полипропиленовом блок-сополимере содержание этена больше (от 5 до 15%). Он имеет звенья сомономера, расположенные в правильном порядке (или блоках). Следовательно, регулярный рисунок делает термопласт более жестким и менее хрупким, чем случайный сополимер. Эти полимеры подходят для применений, требующих высокой прочности, например, для промышленного использования.
Полипропилен, ударный сополимер — Гомополимер пропилена, содержащий смешанную фазу статистического сополимера пропилена с содержанием этилена 45-65%, относится к ударному сополимеру PP. Это полезно в деталях, требующих хорошей ударопрочности. Ударные сополимеры в основном используются в производстве упаковки, посуды, пленки и труб, а также в автомобильном и электрическом сегментах.
Вспененный полипропилен — это гранулированная пена с закрытыми порами и сверхнизкой плотностью.EPP используется для производства трехмерных изделий из вспененного полимера. Пенопласт из пенополистирола имеет более высокое соотношение прочности и веса, отличную ударопрочность, теплоизоляцию, химическую и водостойкость. EPP используется в различных приложениях: от автомобилей до упаковки, от строительных товаров до товаров народного потребления и т. Д.
EPP используется в различных приложениях: от автомобилей до упаковки, от строительных товаров до товаров народного потребления и т. Д.
Полипропиленовый тройной сополимер — он состоит из пропиленовых сегментов, соединенных мономерами этиленом и бутаном (сомономер), которые случайным образом появляются по всей полимерной цепи. Тройной сополимер ПП имеет лучшую прозрачность , чем гомо ПП. Кроме того, включение сомономеров снижает кристаллическую однородность полимера, что делает его пригодным для применения в герметизирующих пленках.
Полипропилен с высокой прочностью расплава (HMS PP) — это длинноцепочечный разветвленный материал, сочетающий в себе высокую прочность расплава и растяжимость в фазе расплава. PP Марки HMS обладают широким диапазоном механических свойств, высокой термостойкостью, хорошей химической стойкостью.HMS PP широко используется для производства мягких пен с низкой плотностью для упаковки пищевых продуктов, а также в автомобильной и строительной промышленности.
Гомополимер ПП против сополимера — Как выбрать между ними?
| Гомополимер ПП | Сополимер ПП |
|
|

Потенциальные области применения гомополимера ПП и сополимера ПП практически идентичны
Это из-за того, что являются их общедоступными объектами .В результате выбор между этими двумя материалами часто делается на основе нетехнических критериев.
Интересные свойства материала полипропилена
Всегда полезно заранее сохранить информацию о свойствах термопласта. Это помогает выбрать подходящий термопласт для применения. Это также помогает оценить, будет ли выполнено требование конечного использования или нет. Вот некоторые ключевые свойства и преимущества полипропилена:
- Точка плавления полипропилена — Точка плавления полипропилена варьируется.
- Гомополимер: 160 — 165 ° C
- Сополимер: 135 — 159 ° C
- Плотность полипропилена — ПП — один из самых легких полимеров среди всех товарных пластиков. Эта особенность делает его подходящим вариантом для легких и экономичных приложений.
- Гомополимер: 0,904 — 0,908 г / см 3
- Случайный сополимер: 0,904 — 0,908 г / см 3
- Ударный сополимер: 0,898 — 0,900 г / см 3
- Химическая стойкость полипропилена
- Отличная стойкость к разбавленным и концентрированным кислотам, спиртам и щелочам
- Хорошая стойкость к альдегидам, сложным эфирам, алифатическим углеводородам, кетонам
- Ограниченная устойчивость к ароматическим и галогенированным углеводородам и окислителям
- Воспламеняемость: Полипропилен — легковоспламеняющийся материал
- PP сохраняет механические и электрические свойства при повышенных температурах, во влажных условиях и при погружении в воду.Это водоотталкивающий пластик
- ПП обладает хорошей устойчивостью к растрескиванию под воздействием окружающей среды
- Чувствителен к атакам микробов, таких как бактерии и плесень
- Обладает хорошей устойчивостью к стерилизации паром
Узнайте больше обо всех свойствах полипропилена и их значениях — от механических и электрических до химических свойств; и сделайте правильный выбор для вашего приложения.

Как добавки помогают улучшить свойства полипропилена?
Полимерные добавки, такие как осветлители, антипирены, стекловолокно, минералы, проводящие наполнители, смазочные материалы, пигменты и многие другие добавки, могут дополнительно улучшить физические и / или механические свойства полипропилена. Например:
ПП имеет плохую стойкость к УФ-излучению, поэтому такие добавки, как затрудненные амины, обеспечивают световую стабилизацию и увеличивают срок службы по сравнению с немодифицированным полипропиленом.
Кроме того, наполнители (глины, тальк, карбонат кальция …) и армирующие элементы (стекловолокно, углеродное волокно …) добавляются для достижения значительных свойств, связанных с обработкой и конечной обработкой. использовать приложение.
Разработка и использование новых добавок, новейших процессов полимеризации, а также растворов для смешивания значительно улучшают характеристики полипропилена. Следовательно, сегодня полипропилен не рассматривается как дешевое решение, а в гораздо большей степени рассматривается как высокоэффективный материал, конкурирующий с традиционными инженерными пластиками и, иногда, с металлом (например, сортами полипропилена, армированными длинным стекловолокном).
Недостатки полипропилена
- Плохая устойчивость к УФ-излучению, ударам и царапинам
- Хрупкость ниже -20 ° C
- Нижняя верхняя рабочая температура, 90-120 ° C
- Атакует сильно окисляющих кислот, быстро набухает в хлорированных растворителях и ароматических соединениях
- На устойчивость к тепловому старению отрицательно влияет контакт с металлами
- Изменение размеров после формования из-за эффектов кристалличности — эту проблему можно решить с помощью зародышеобразователей »Смотреть видео
- Плохая адгезия к краске
Основные области применения полипропилена
Полипропилен широко используется в различных сферах из-за его хорошей химической стойкости и свариваемости.
 Некоторые распространенные применения полипропилена включают:
Некоторые распространенные применения полипропилена включают:- Применение в упаковке: Хорошие барьерные свойства, высокая прочность, хорошее качество поверхности и низкая стоимость делают полипропилен идеальным для нескольких видов упаковки.
- Гибкая упаковка: Пленки из полипропилена обладают превосходной оптической прозрачностью и низким пропусканием влаги и паров, что делает их пригодными для использования в упаковке пищевых продуктов. Другие рынки: термоусадочная пленка, пленки для электронной промышленности, приложения для полиграфии, одноразовые вкладки и застежки для подгузников и т. Д.Пленка PP доступна в виде литой пленки или двухосно ориентированного полипропилена (BOPP).
- Жесткая упаковка: ПП выдувается для производства ящиков, бутылок и горшков. Тонкостенные контейнеры из полипропилена обычно используются для упаковки пищевых продуктов.
- Потребительские товары: Полипропилен используется в нескольких предметах домашнего обихода и потребительских товарах, включая полупрозрачные детали, предметы домашнего обихода, мебель, бытовую технику, багаж, игрушки и т. Д.
- Автомобильная промышленность: Благодаря низкой стоимости, выдающимся механическим свойствам и формуемости полипропилен широко используется в автомобильных деталях.Основные области применения: ящики и поддоны аккумуляторных батарей, бамперы, облицовки крыльев, внутренняя отделка, приборные панели и дверные обшивки. Другие ключевые особенности автомобильного применения PP включают низкий коэффициент линейного теплового расширения и удельный вес, высокую химическую стойкость и хорошую устойчивость к атмосферным воздействиям, технологичность и баланс удара / жесткости.
- Волокна и ткани: В рыночном сегменте, известном как волокна и ткани, используется большой объем полипропилена. Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.
- Медицинское применение: Полипропилен используется в различных медицинских целях из-за высокой химической и бактериальной устойчивости. Кроме того, медицинский полипропилен PP демонстрирует хорошую стойкость к стерилизации паром.Одноразовые шприцы — это наиболее распространенное медицинское применение полипропилена. Другие области применения включают медицинские флаконы, диагностические устройства, чашки Петри, флаконы для внутривенного введения, флаконы для образцов, лотки для пищевых продуктов, сковороды, контейнеры для таблеток и т. Д.
- Промышленное применение: Полипропиленовые листы широко используются в промышленном секторе для производства емкостей для кислоты и химикатов, листов, труб, возвратной транспортной упаковки (RTP) и т. Д.благодаря своим свойствам, таким как высокая прочность на разрыв, устойчивость к высоким температурам и коррозионная стойкость.
»Следите за всем, что происходит на автомобильном рынке
 Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.
Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.»Следите за последними обновлениями в медицинской отрасли
Полезность полипропиленовых пленок
Пленка на сегодняшний день является одним из ведущих материалов, используемых для гибкой упаковки, а также для промышленного применения. Две важные формы полипропиленовых пленок включают в себя:
Литая полипропиленовая пленка
Литой полипропилен, широко известный как СРР, широко известен своей универсальностью.
- Супер стойкость к разрывам и проколам
- Более высокая прозрачность и лучшая термостойкость при высоких температурах.
- Превосходный барьер для влаги и атмосфер
- Высокая проницаемость для водяного пара
Биаксиально ориентированная полипропиленовая пленка
Биаксиально ориентированная полипропиленовая пленка (БОПП) растягивается как в поперечном, так и в продольном направлениях, обеспечивая ориентацию молекулярных цепей в двух направлениях.

- Ориентация увеличивает прочность на разрыв и жесткость
- Хорошая стойкость к проколу и растрескиванию при изгибе в широком диапазоне температур
- Обладают отличным блеском и высокой прозрачностью, могут быть глянцевыми, прозрачными, непрозрачными, матовыми или металлизированными.
- Эффективный барьер против кислорода и влаги
PP vs.PE — Выбор подходящего полимера
Хотя полиэтилен и полипропилен схожи по физическим свойствам, вот ключевые моменты, которые следует учитывать при выборе полимера, подходящего для ваших нужд.
| Полипропилен | Полиэтилен |
|
|
| »Посмотреть все товарные марки ПП | »Посмотреть все товарные марки полиэтилена |
Условия переработки полипропилена
Полипропилен можно перерабатывать практически всеми способами.
 Наиболее типичные методы обработки включают: литье под давлением , экструзию, выдувное формование и универсальную экструзию.
Наиболее типичные методы обработки включают: литье под давлением , экструзию, выдувное формование и универсальную экструзию. - Литье под давлением
- Температура расплава: 200-300 ° C
- Температура формы: 10-80 ° C
- При правильном хранении сушка не требуется
- Высокая температура формы улучшает блеск и внешний вид детали
- Усадка формы составляет от 1,5 до 3%, в зависимости от условий обработки, реологии полимера и толщины готовой детали
- Экструзия (трубы, экструзионные и литые пленки, кабели и т. Д.))
- Температура плавления: 200-300 ° C
- Степень сжатия: 3: 1
- Температура цилиндра: 180-205 ° C
- Предварительная сушка: Нет, 3 часа при 105-110 ° C (221-230 ° F) для доизмельчения
- Выдувное формование
- Компрессионное формование
- Ротационное формование
- Литье под давлением с раздувом
- Экструзионно-выдувное формование
- Литье под давлением с раздувом и вытяжкой
- Универсальная экструзия
Вспененный полипропилен (EPP) может быть отформован в специальном процессе.Являясь идеальным материалом для процесса литья под давлением, он в основном используется для серийного и непрерывного производства.
3D-печать из полипропилена
Как прочный, устойчивый к усталости и долговечный полимер, полипропилен идеально подходит для применений с низкой прочностью. Из-за его полукристаллической структуры и сильной деформации полипропилен в настоящее время трудно использовать для процессов 3D-печати .
Сегодня несколько производителей оптимизировали свойства полипропилена или даже создали смеси с улучшенной прочностью, что делает его пригодным для применения в 3D-печати.Следовательно, рекомендуется тщательно обращаться к документации, предоставленной поставщиком для определения температуры печати, печатной платформы и т. Д., В то время как 3D-печать с полипропиленом … Посмотреть все марки PP, подходящие для 3D-печати
Д., В то время как 3D-печать с полипропиленом … Посмотреть все марки PP, подходящие для 3D-печати
Полипропилен подходит для:
- Сложные модели
- Прототипы
- Небольшая серия компонентов и
- Функциональные модели
(Источник: FormFutura)
Токсичен ли полипропилен? Как утилизировать ПП?
Все пластмассы имеют «Идентификационный код смолы / Код вторичной переработки пластмасс», основанный на типе используемой смолы.Идентификационный код смолы PP — 5 .
ПП на 100% пригоден для вторичной переработки . Корпуса автомобильных аккумуляторов, сигнальные лампы, аккумуляторные кабели, щетки, скребки для льда и т. Д. — вот несколько примеров, которые могут быть изготовлены из переработанного полипропилена (RPP).
Процесс переработки полипропилена в основном включает плавление пластиковых отходов до 250 ° C для удаления загрязнений с последующим удалением остаточных молекул в вакууме и отверждением при температуре около 140 ° C. Этот переработанный полипропилен можно смешивать с первичным полипропиленом в количестве до 50%.Основная проблема при переработке полипропилена связана с его потребляемым количеством — в настоящее время перерабатывается около 1% бутылок из полипропилена по сравнению с 98% переработкой бутылок из полиэтилена и полиэтилена высокой плотности вместе.
Использование полипропилена считается безопасным, поскольку он не оказывает заметного воздействия с точки зрения охраны труда и техники безопасности с точки зрения химической токсичности.
Коммерчески доступные марки полипропилена (ПП)
Свойства полипропилена и их значения
| Имущество | Значение |
| Стабильность размеров | |
| Коэффициент линейного теплового расширения | 6-17 x 10 -5 / ° C |
| Усадка | 1-3% |
| Водопоглощение 24 часа | 0. 01 — 0,1% 01 — 0,1% |
| Электрические характеристики | |
| Сопротивление дуги | 135 — 180 сек |
| Диэлектрическая проницаемость | 2,3 |
| Диэлектрическая прочность | 20-28 кВ / мм |
| Коэффициент рассеяния | 3-5 x 10 -4 |
| Объемное сопротивление | 16-18 x 10 15 Ом.см |
| Пожарные характеристики | |
| Огнестойкость (LOI) | 17–18% |
| Воспламеняемость UL94 | HB |
| Механические свойства | |
| Удлинение при разрыве | 150-600% |
| Гибкость (модуль упругости) | 1.2 — 1,6 ГПа |
| Твердость по Роквеллу M | 1–30 |
| Твердость по Шору D | 70–83 |
| Жесткость (модуль упругости при изгибе) | 1,2 — 1,6 ГПа |
| Прочность на разрыв (растяжение) | 20-40 МПа |
| Предел текучести (при растяжении) | 35-40 МПа |
| Вязкость (удар по Изоду с надрезом при комнатной температуре) | 20-60 Дж / м |
| Вязкость при низкой температуре (удар по Изоду с надрезом при низкой температуре) | 27-107 Дж / м |
| Модуль Юнга | 1.1 — 1,6 ГПа |
| Оптические свойства | |
| Глянец | 75 — 90% |
| дымка | 11% |
| Прозрачность (% пропускания видимого света) | 85 — 90% |
| Физические свойства | |
| Плотность | 0,9 — 0,91 г / см 3 |
| Температура стеклования | -10 ° С |
| Радиационная стойкость | |
| Устойчивость к гамма-излучению | Плохо |
| Устойчивость к ультрафиолетовому излучению | Ярмарка |
| Рабочая температура | |
| Температура перехода из пластичного в хрупкое состояние | от -20 до -10 ° C |
HDT @ 0. 46 МПа (67 фунтов на кв. Дюйм) 46 МПа (67 фунтов на кв. Дюйм) | 100 — 120 ° С |
| HDT @ 1,8 МПа (264 фунт / кв. Дюйм) | 50-60 ° С |
| Макс.температура непрерывной эксплуатации | 100 — 130 ° С |
| Мин. Непрерывная рабочая температура | от -20 до -10 ° C |
| Прочие | |
| Устойчивость к стерилизации (повторная) | Плохо |
| Теплоизоляция (теплопроводность) | 0.15 — 0,21 Вт / м. К |
| Химическая стойкость | |
| Ацетон @ 100%, 20 ° C | Удовлетворительно |
| Гидроксид аммония, 30% при 20 ° C | |
| Гидроксид аммония, разбавленный при 20 ° C | Удовлетворительно |
| Ароматические углеводороды при 20 ° C | Неудовлетворительно |
| Ароматические углеводороды при высоких температурах | |
| Бензол, 100% при 20 ° C | Limited |
| Бутилацетат, 100% при 20 ° C | |
| Бутилацетат, 100% при 60 ° C | Неудовлетворительно |
| Хлорированные растворители при 20 ° C | |
| Хлороформ при 20 ° C | Limited |
| Диоктилфталат, 100% при 20 ° C | Удовлетворительно |
| Диоктилфталат, 100% при 60 ° C | Limited |
| Этанол, 96% при 20 ° C | Удовлетворительно |
| Этиленгликоль (этандиол), 100% при 100 ° C | |
| Этиленгликоль (этандиол), 100% при 20 ° C | |
| Этиленгликоль (этандиол), 100% при 50 ° C | |
| Глицерин, 100% при 20 ° C | |
| Перекись водорода @ 30%, 60 ° C | Limited |
| Керосин при 20 ° C | |
| Метанол, 100% при 20 ° C | Удовлетворительно |
| Метилэтилкетон, 100% при 20 ° C | |
| Минеральное масло при 20 ° C | Удовлетворительно |
| Фенол при 20 ° C | |
| Силиконовое масло при 20 ° C | Удовлетворительно |
| Натрия гидроксид, 40% | |
| Гидроксид натрия, 10% при 20 ° C | Удовлетворительно |
| Гидроксид натрия, 10% при 60 ° C | Удовлетворительно |
| Гипохлорит натрия, 20% при 20 ° C | |
| Сильные кислоты, концентрированные при 20 ° C | Удовлетворительно |
| Толуол при 20 ° C | Limited |
| Толуол при 60 ° C | Неудовлетворительно |
| Ксилол при 20 ° C | |
Типы, свойства, использование и информация о структуре
Полипропилен — это прочный, жесткий и кристаллический термопласт, произведенный из мономера пропена (или пропилена). Это линейная углеводородная смола. Химическая формула полипропилена (C 3 H 6 ) n . ПП — один из самых дешевых пластиков, доступных сегодня.
Это линейная углеводородная смола. Химическая формула полипропилена (C 3 H 6 ) n . ПП — один из самых дешевых пластиков, доступных сегодня.
Молекулярная структура полипропилена
ПП принадлежит к семейству полиолефинов и входит в тройку наиболее широко используемых сегодня полимеров. Полипропилен применяется как в качестве пластика, так и в качестве волокна:
- Автомобильная промышленность
- Промышленное применение
- Потребительские товары и
- Мебельный рынок
Он имеет самую низкую плотность среди товарных пластиков.
Некоторые из основных поставщиков полипропилена:
- A. Schulman — GAPEX®, ACCUTECH ™, POLYFORT®, Fiberfil®, FERREX® и другие
- Borealis — Daplen ™, Bormed ™, Fibremod ™ и др.
- ExxonMobil Chemical — ExxonMobil ™, Achieve ™
- LyondellBasell — Adstif, Circulen, Hifax, Hostacom, Moplen и др.
- SABIC — SABIC® PP, SABIC® Vestolen, LNP ™ THERMOCOMP ™ и др.
- Компания RTP — ESD C, ESD A, RTP 100, RTP от 101 до 109 и более
База данных пластика позволяет фильтровать результаты поиска по свойствам (механические, электрические и т. Д.).), приложения, режим конвертации и другие размеры БЕСПЛАТНО!
Как производить полипропилен?
В наши дни полипропилен получают путем полимеризации мономера пропена (ненасыщенное органическое соединение — химическая формула C 3 H 6 ) посредством:
- полимеризации Циглера-Натта или
- Металлоценовая каталитическая полимеризация
| Структура мономера ПП C 3 H 6 | Полимеризация Циглера-Натта Или металлоценовый катализ | Структура полипропилена (C 3 H 6 ) n |
После полимеризации PP может образовывать три основные цепные структуры в зависимости от положения метильных групп:
- Атактическая (APP) — Неправильное расположение метильных групп (CH 3 )
- Изотактические (iPP) — Метильные группы (CH 3 ), расположенные на одной стороне углеродной цепи
- Syndiotactic (sPP) — Расположение чередующихся метильных групп (CH 3 )
Полипропилен был впервые полимеризован немецким химиком Карлом Реном и итальянским химиком Джулио Натта в кристаллический изотактический полимер в 1954 году. Это открытие вскоре привело к крупномасштабному производству полипропилена, начатому в 1957 году итальянской фирмой Монтекатини. Это открытие вскоре привело к крупномасштабному производству полипропилена, начатому в 1957 году итальянской фирмой Монтекатини.Синдиотактический полипропилен также был впервые синтезирован Наттой и его сотрудниками. |
Виды полипропилена и их преимущества
Гомополимеры и сополимеры — это два основных типа полипропилена, доступных на рынке.
- Гомополимер полипропилена — это наиболее широко применяемая марка общего назначения .Он содержит только мономер пропилена в твердой полукристаллической форме. Основные области применения включают упаковку, текстиль, здравоохранение, трубы, автомобилестроение и электротехнику.
- Семейство полипропиленовых сополимеров далее подразделяется на статистические сополимеры и блок-сополимеры, полученные полимеризацией пропена и этана:
- Полипропиленовый случайный сополимер получают путем совместной полимеризации этилена и пропена. Он содержит звенья этена, обычно до 6% по массе, случайно включенные в полипропиленовые цепи.Эти полимеры гибкие и оптически прозрачные , что делает их пригодными для применений, требующих прозрачности, и для продуктов, требующих превосходного внешнего вида.
- В то время как в полипропиленовом блок-сополимере содержание этена больше (от 5 до 15%). Он имеет звенья сомономера, расположенные в правильном порядке (или блоках). Следовательно, регулярный рисунок делает термопласт более жестким и менее хрупким, чем случайный сополимер. Эти полимеры подходят для применений, требующих высокой прочности, например, для промышленного использования.
Полипропилен, ударный сополимер — Гомополимер пропилена, содержащий смешанную фазу статистического сополимера пропилена с содержанием этилена 45-65%, относится к ударному сополимеру PP. Это полезно в деталях, требующих хорошей ударопрочности. Ударные сополимеры в основном используются в производстве упаковки, посуды, пленки и труб, а также в автомобильном и электрическом сегментах.

Вспененный полипропилен — это гранулированная пена с закрытыми порами и сверхнизкой плотностью.EPP используется для производства трехмерных изделий из вспененного полимера. Пенопласт из пенополистирола имеет более высокое соотношение прочности и веса, отличную ударопрочность, теплоизоляцию, химическую и водостойкость. EPP используется в различных приложениях: от автомобилей до упаковки, от строительных товаров до товаров народного потребления и т. Д.
Полипропиленовый тройной сополимер — он состоит из пропиленовых сегментов, соединенных мономерами этиленом и бутаном (сомономер), которые случайным образом появляются по всей полимерной цепи. Тройной сополимер ПП имеет лучшую прозрачность , чем гомо ПП. Кроме того, включение сомономеров снижает кристаллическую однородность полимера, что делает его пригодным для применения в герметизирующих пленках.
Полипропилен с высокой прочностью расплава (HMS PP) — это длинноцепочечный разветвленный материал, сочетающий в себе высокую прочность расплава и растяжимость в фазе расплава. PP Марки HMS обладают широким диапазоном механических свойств, высокой термостойкостью, хорошей химической стойкостью.HMS PP широко используется для производства мягких пен с низкой плотностью для упаковки пищевых продуктов, а также в автомобильной и строительной промышленности.
Гомополимер ПП против сополимера — Как выбрать между ними?
| Гомополимер ПП | Сополимер ПП |
|
|
:max_bytes(150000):strip_icc()/c-pvc-and-u-pvc-fittings-172717498-5ac54ef1a474be00365ae8e6.jpg)
Потенциальные области применения гомополимера ПП и сополимера ПП практически идентичны
Это из-за того, что являются их общедоступными объектами .В результате выбор между этими двумя материалами часто делается на основе нетехнических критериев.
Интересные свойства материала полипропилена
Всегда полезно заранее сохранить информацию о свойствах термопласта. Это помогает выбрать подходящий термопласт для применения. Это также помогает оценить, будет ли выполнено требование конечного использования или нет. Вот некоторые ключевые свойства и преимущества полипропилена:
- Точка плавления полипропилена — Точка плавления полипропилена варьируется.
- Гомополимер: 160 — 165 ° C
- Сополимер: 135 — 159 ° C
- Плотность полипропилена — ПП — один из самых легких полимеров среди всех товарных пластиков. Эта особенность делает его подходящим вариантом для легких и экономичных приложений.
- Гомополимер: 0,904 — 0,908 г / см 3
- Случайный сополимер: 0,904 — 0,908 г / см 3
- Ударный сополимер: 0,898 — 0,900 г / см 3
- Химическая стойкость полипропилена
- Отличная стойкость к разбавленным и концентрированным кислотам, спиртам и щелочам
- Хорошая стойкость к альдегидам, сложным эфирам, алифатическим углеводородам, кетонам
- Ограниченная устойчивость к ароматическим и галогенированным углеводородам и окислителям
- Воспламеняемость: Полипропилен — легковоспламеняющийся материал
- PP сохраняет механические и электрические свойства при повышенных температурах, во влажных условиях и при погружении в воду.Это водоотталкивающий пластик
- ПП обладает хорошей устойчивостью к растрескиванию под воздействием окружающей среды
- Чувствителен к атакам микробов, таких как бактерии и плесень
- Обладает хорошей устойчивостью к стерилизации паром
Узнайте больше обо всех свойствах полипропилена и их значениях — от механических и электрических до химических свойств; и сделайте правильный выбор для вашего приложения.
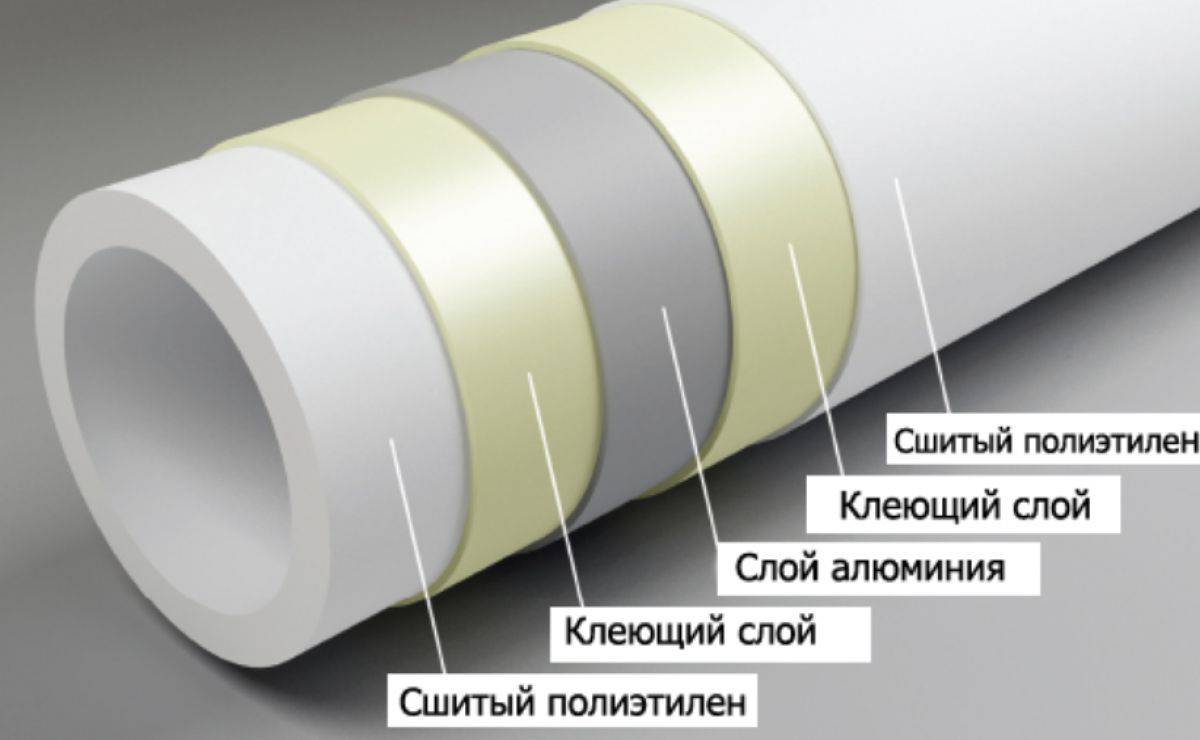
Как добавки помогают улучшить свойства полипропилена?
Полимерные добавки, такие как осветлители, антипирены, стекловолокно, минералы, проводящие наполнители, смазочные материалы, пигменты и многие другие добавки, могут дополнительно улучшить физические и / или механические свойства полипропилена. Например:
ПП имеет плохую стойкость к УФ-излучению, поэтому такие добавки, как затрудненные амины, обеспечивают световую стабилизацию и увеличивают срок службы по сравнению с немодифицированным полипропиленом.
Кроме того, наполнители (глины, тальк, карбонат кальция …) и армирующие элементы (стекловолокно, углеродное волокно …) добавляются для достижения значительных свойств, связанных с обработкой и конечной обработкой. использовать приложение.
Разработка и использование новых добавок, новейших процессов полимеризации, а также растворов для смешивания значительно улучшают характеристики полипропилена. Следовательно, сегодня полипропилен не рассматривается как дешевое решение, а в гораздо большей степени рассматривается как высокоэффективный материал, конкурирующий с традиционными инженерными пластиками и, иногда, с металлом (например, сортами полипропилена, армированными длинным стекловолокном).
Недостатки полипропилена
- Плохая устойчивость к УФ-излучению, ударам и царапинам
- Хрупкость ниже -20 ° C
- Нижняя верхняя рабочая температура, 90-120 ° C
- Атакует сильно окисляющих кислот, быстро набухает в хлорированных растворителях и ароматических соединениях
- На устойчивость к тепловому старению отрицательно влияет контакт с металлами
- Изменение размеров после формования из-за эффектов кристалличности — эту проблему можно решить с помощью зародышеобразователей »Смотреть видео
- Плохая адгезия к краске
Основные области применения полипропилена
Полипропилен широко используется в различных сферах из-за его хорошей химической стойкости и свариваемости.
 Некоторые распространенные применения полипропилена включают:
Некоторые распространенные применения полипропилена включают:- Применение в упаковке: Хорошие барьерные свойства, высокая прочность, хорошее качество поверхности и низкая стоимость делают полипропилен идеальным для нескольких видов упаковки.
- Гибкая упаковка: Пленки из полипропилена обладают превосходной оптической прозрачностью и низким пропусканием влаги и паров, что делает их пригодными для использования в упаковке пищевых продуктов. Другие рынки: термоусадочная пленка, пленки для электронной промышленности, приложения для полиграфии, одноразовые вкладки и застежки для подгузников и т. Д.Пленка PP доступна в виде литой пленки или двухосно ориентированного полипропилена (BOPP).
- Жесткая упаковка: ПП выдувается для производства ящиков, бутылок и горшков. Тонкостенные контейнеры из полипропилена обычно используются для упаковки пищевых продуктов.
- Потребительские товары: Полипропилен используется в нескольких предметах домашнего обихода и потребительских товарах, включая полупрозрачные детали, предметы домашнего обихода, мебель, бытовую технику, багаж, игрушки и т. Д.
- Автомобильная промышленность: Благодаря низкой стоимости, выдающимся механическим свойствам и формуемости полипропилен широко используется в автомобильных деталях.Основные области применения: ящики и поддоны аккумуляторных батарей, бамперы, облицовки крыльев, внутренняя отделка, приборные панели и дверные обшивки. Другие ключевые особенности автомобильного применения PP включают низкий коэффициент линейного теплового расширения и удельный вес, высокую химическую стойкость и хорошую устойчивость к атмосферным воздействиям, технологичность и баланс удара / жесткости.
- Волокна и ткани: В рыночном сегменте, известном как волокна и ткани, используется большой объем полипропилена. Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.
- Медицинское применение: Полипропилен используется в различных медицинских целях из-за высокой химической и бактериальной устойчивости. Кроме того, медицинский полипропилен PP демонстрирует хорошую стойкость к стерилизации паром.Одноразовые шприцы — это наиболее распространенное медицинское применение полипропилена. Другие области применения включают медицинские флаконы, диагностические устройства, чашки Петри, флаконы для внутривенного введения, флаконы для образцов, лотки для пищевых продуктов, сковороды, контейнеры для таблеток и т. Д.
- Промышленное применение: Полипропиленовые листы широко используются в промышленном секторе для производства емкостей для кислоты и химикатов, листов, труб, возвратной транспортной упаковки (RTP) и т. Д.благодаря своим свойствам, таким как высокая прочность на разрыв, устойчивость к высоким температурам и коррозионная стойкость.
»Следите за всем, что происходит на автомобильном рынке
 Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.
Волокно PP используется во множестве приложений, включая рафию / щелевую пленку, ленту, обвязку, объемную непрерывную нить, штапельное волокно, прядение и непрерывную нить. Канат и шпагат из полипропилена очень прочны и устойчивы к влаге, поэтому подходят для морского применения.»Следите за последними обновлениями в медицинской отрасли
Полезность полипропиленовых пленок
Пленка на сегодняшний день является одним из ведущих материалов, используемых для гибкой упаковки, а также для промышленного применения. Две важные формы полипропиленовых пленок включают в себя:
Литая полипропиленовая пленка
Литой полипропилен, широко известный как СРР, широко известен своей универсальностью.
- Супер стойкость к разрывам и проколам
- Более высокая прозрачность и лучшая термостойкость при высоких температурах.
- Превосходный барьер для влаги и атмосфер
- Высокая проницаемость для водяного пара
Биаксиально ориентированная полипропиленовая пленка
Биаксиально ориентированная полипропиленовая пленка (БОПП) растягивается как в поперечном, так и в продольном направлениях, обеспечивая ориентацию молекулярных цепей в двух направлениях.
- Ориентация увеличивает прочность на разрыв и жесткость
- Хорошая стойкость к проколу и растрескиванию при изгибе в широком диапазоне температур
- Обладают отличным блеском и высокой прозрачностью, могут быть глянцевыми, прозрачными, непрозрачными, матовыми или металлизированными.
- Эффективный барьер против кислорода и влаги
PP vs.PE — Выбор подходящего полимера
Хотя полиэтилен и полипропилен схожи по физическим свойствам, вот ключевые моменты, которые следует учитывать при выборе полимера, подходящего для ваших нужд.
| Полипропилен | Полиэтилен |
|
|
| »Посмотреть все товарные марки ПП | »Посмотреть все товарные марки полиэтилена |
Условия переработки полипропилена
Полипропилен можно перерабатывать практически всеми способами.Наиболее типичные методы обработки включают: литье под давлением , экструзию, выдувное формование и универсальную экструзию.
- Литье под давлением
- Температура расплава: 200-300 ° C
- Температура формы: 10-80 ° C
- При правильном хранении сушка не требуется
- Высокая температура формы улучшает блеск и внешний вид детали
- Усадка формы составляет от 1,5 до 3%, в зависимости от условий обработки, реологии полимера и толщины готовой детали
- Экструзия (трубы, экструзионные и литые пленки, кабели и т. Д.))
- Температура плавления: 200-300 ° C
- Степень сжатия: 3: 1
- Температура цилиндра: 180-205 ° C
- Предварительная сушка: Нет, 3 часа при 105-110 ° C (221-230 ° F) для доизмельчения
- Выдувное формование
- Компрессионное формование
- Ротационное формование
- Литье под давлением с раздувом
- Экструзионно-выдувное формование
- Литье под давлением с раздувом и вытяжкой
- Универсальная экструзия
Вспененный полипропилен (EPP) может быть отформован в специальном процессе.Являясь идеальным материалом для процесса литья под давлением, он в основном используется для серийного и непрерывного производства.
3D-печать из полипропилена
Как прочный, устойчивый к усталости и долговечный полимер, полипропилен идеально подходит для применений с низкой прочностью. Из-за его полукристаллической структуры и сильной деформации полипропилен в настоящее время трудно использовать для процессов 3D-печати .
Сегодня несколько производителей оптимизировали свойства полипропилена или даже создали смеси с улучшенной прочностью, что делает его пригодным для применения в 3D-печати.Следовательно, рекомендуется тщательно обращаться к документации, предоставленной поставщиком для определения температуры печати, печатной платформы и т. Д., В то время как 3D-печать с полипропиленом … Посмотреть все марки PP, подходящие для 3D-печати
Полипропилен подходит для:
- Сложные модели
- Прототипы
- Небольшая серия компонентов и
- Функциональные модели
(Источник: FormFutura)
Токсичен ли полипропилен? Как утилизировать ПП?
Все пластмассы имеют «Идентификационный код смолы / Код вторичной переработки пластмасс», основанный на типе используемой смолы.Идентификационный код смолы PP — 5 .
ПП на 100% пригоден для вторичной переработки . Корпуса автомобильных аккумуляторов, сигнальные лампы, аккумуляторные кабели, щетки, скребки для льда и т. Д. — вот несколько примеров, которые могут быть изготовлены из переработанного полипропилена (RPP).
Процесс переработки полипропилена в основном включает плавление пластиковых отходов до 250 ° C для удаления загрязнений с последующим удалением остаточных молекул в вакууме и отверждением при температуре около 140 ° C. Этот переработанный полипропилен можно смешивать с первичным полипропиленом в количестве до 50%.Основная проблема при переработке полипропилена связана с его потребляемым количеством — в настоящее время перерабатывается около 1% бутылок из полипропилена по сравнению с 98% переработкой бутылок из полиэтилена и полиэтилена высокой плотности вместе.
Использование полипропилена считается безопасным, поскольку он не оказывает заметного воздействия с точки зрения охраны труда и техники безопасности с точки зрения химической токсичности.
Коммерчески доступные марки полипропилена (ПП)
Свойства полипропилена и их значения
| Имущество | Значение |
| Стабильность размеров | |
| Коэффициент линейного теплового расширения | 6-17 x 10 -5 / ° C |
| Усадка | 1-3% |
| Водопоглощение 24 часа | 0.01 — 0,1% |
| Электрические характеристики | |
| Сопротивление дуги | 135 — 180 сек |
| Диэлектрическая проницаемость | 2,3 |
| Диэлектрическая прочность | 20-28 кВ / мм |
| Коэффициент рассеяния | 3-5 x 10 -4 |
| Объемное сопротивление | 16-18 x 10 15 Ом.см |
| Пожарные характеристики | |
| Огнестойкость (LOI) | 17–18% |
| Воспламеняемость UL94 | HB |
| Механические свойства | |
| Удлинение при разрыве | 150-600% |
| Гибкость (модуль упругости) | 1.2 — 1,6 ГПа |
| Твердость по Роквеллу M | 1–30 |
| Твердость по Шору D | 70–83 |
| Жесткость (модуль упругости при изгибе) | 1,2 — 1,6 ГПа |
| Прочность на разрыв (растяжение) | 20-40 МПа |
| Предел текучести (при растяжении) | 35-40 МПа |
| Вязкость (удар по Изоду с надрезом при комнатной температуре) | 20-60 Дж / м |
| Вязкость при низкой температуре (удар по Изоду с надрезом при низкой температуре) | 27-107 Дж / м |
| Модуль Юнга | 1.1 — 1,6 ГПа |
| Оптические свойства | |
| Глянец | 75 — 90% |
| дымка | 11% |
| Прозрачность (% пропускания видимого света) | 85 — 90% |
| Физические свойства | |
| Плотность | 0,9 — 0,91 г / см 3 |
| Температура стеклования | -10 ° С |
| Радиационная стойкость | |
| Устойчивость к гамма-излучению | Плохо |
| Устойчивость к ультрафиолетовому излучению | Ярмарка |
| Рабочая температура | |
| Температура перехода из пластичного в хрупкое состояние | от -20 до -10 ° C |
| HDT @ 0.46 МПа (67 фунтов на кв. Дюйм) | 100 — 120 ° С |
| HDT @ 1,8 МПа (264 фунт / кв. Дюйм) | 50-60 ° С |
| Макс.температура непрерывной эксплуатации | 100 — 130 ° С |
| Мин. Непрерывная рабочая температура | от -20 до -10 ° C |
| Прочие | |
| Устойчивость к стерилизации (повторная) | Плохо |
| Теплоизоляция (теплопроводность) | 0.15 — 0,21 Вт / м. К |
| Химическая стойкость | |
| Ацетон @ 100%, 20 ° C | Удовлетворительно |
| Гидроксид аммония, 30% при 20 ° C | |
| Гидроксид аммония, разбавленный при 20 ° C | Удовлетворительно |
| Ароматические углеводороды при 20 ° C | Неудовлетворительно |
| Ароматические углеводороды при высоких температурах | |
| Бензол, 100% при 20 ° C | Limited |
| Бутилацетат, 100% при 20 ° C | |
| Бутилацетат, 100% при 60 ° C | Неудовлетворительно |
| Хлорированные растворители при 20 ° C | |
| Хлороформ при 20 ° C | Limited |
| Диоктилфталат, 100% при 20 ° C | Удовлетворительно |
| Диоктилфталат, 100% при 60 ° C | Limited |
| Этанол, 96% при 20 ° C | Удовлетворительно |
| Этиленгликоль (этандиол), 100% при 100 ° C | |
| Этиленгликоль (этандиол), 100% при 20 ° C | |
| Этиленгликоль (этандиол), 100% при 50 ° C | |
| Глицерин, 100% при 20 ° C | |
| Перекись водорода @ 30%, 60 ° C | Limited |
| Керосин при 20 ° C | |
| Метанол, 100% при 20 ° C | Удовлетворительно |
| Метилэтилкетон, 100% при 20 ° C | |
| Минеральное масло при 20 ° C | Удовлетворительно |
| Фенол при 20 ° C | |
| Силиконовое масло при 20 ° C | Удовлетворительно |
| Натрия гидроксид, 40% | |
| Гидроксид натрия, 10% при 20 ° C | Удовлетворительно |
| Гидроксид натрия, 10% при 60 ° C | Удовлетворительно |
| Гипохлорит натрия, 20% при 20 ° C | |
| Сильные кислоты, концентрированные при 20 ° C | Удовлетворительно |
| Толуол при 20 ° C | Limited |
| Толуол при 60 ° C | Неудовлетворительно |
| Ксилол при 20 ° C | |
Какие пластмассы одобрены для использования с пищевыми продуктами? — Custom-Pak, Inc.
Если вы хотите создать пластиковую упаковку для пищевых продуктов, важно понимать, какой пластик безопасен для пищевых продуктов. Безопасные для пищевых продуктов пластмассовые смолы — это смолы, разрешенные к контакту со пищевыми продуктами Управлением по контролю за продуктами и лекарствами (FDA). Они известны как вещества, контактирующие с пищевыми продуктами (FCS).
FDA определяет вещества, контактирующие с пищевыми продуктами, как «любое вещество, которое предназначено для использования в качестве компонента материалов, используемых при производстве, упаковке, упаковке, транспортировке или хранении пищевых продуктов.”
Вот наиболее распространенные пластмассовые смолы, одобренные FDA для контакта с пищевыми продуктами.
Полиэтилентерефталат (ПЭТ)
СмолаПЭТ широко используется в пластмассах, контактирующих с пищевыми продуктами, от вездесущих 2-литровых бутылок из-под газировки до бутылок для заправки салатов и банок с арахисовым маслом. Подавляющее большинство одноразовых бутылок для питья производится из ПЭТ. Специально обработанные ПЭТ-контейнеры пригодны для использования в микроволновой печи и используются в контейнерах на вынос и разовых лотках для еды.
FDA одобрило как первичный, так и вторичный ПЭТ (ПЦР) для контакта с пищевыми продуктами . Смола была тщательно изучена на предмет негативного воздействия на здоровье и не вызывает никакого вреда. Согласно основополагающему исследованию, «сам по себе ПЭТ биологически инертен при проглатывании, безопасен для кожи при обращении и не представляет опасности при вдыхании ».
СмолаПЭТФ стабильна. Это означает, что он не разлагается при контакте с едой или напитками, устойчив к коррозии и отталкивает микроорганизмы.Эти качества делают его идеальным для контакта с пищевыми продуктами.
Полипропилен (ПП)
Полипропилен — широко используемый пластик. Скорее всего, прямо сейчас в вашем холодильнике и шкафах есть полипропиленовый пластик: он регулярно используется в контейнерах для хранения продуктов многоразового использования. Это также смола, используемая для изготовления контейнеров для йогурта и других одноразовых ванн.
ПластмассыPP одобрены для контакта с пищевыми продуктами. являются инертными материалами и не представляют опасности для здоровья потребителей .FDA начало утверждать переработанный полипропилен как безопасный для пищевых продуктов в 2013 году .
Благодаря высокой температуре плавления полипропилен подходит для пищевых контейнеров, которые можно использовать в микроволновой печи. Он нелетучий и не вступает в реакцию с жидкостями, кислотами или щелочами, поэтому идеально подходит для хранения самых разных продуктов.
Полиэтилен высокой плотности (HDPE)
HDPE — самый распространенный бытовой пластик. В продуктовом магазине вы видите много пластиковых бутылок из полиэтилена высокой плотности в проходе для сока и в ящике для молока.HDPE также используется в контейнерах для масла, вкладышах для ящиков с хлопьями и в больших ведрах для еды, например, в школьных столовых и ресторанах.
Virgin HDPE — безопасный пластик для контакта с пищевыми продуктами. FDA разрешило переработанный HDPE для контакта с пищевыми продуктами на индивидуальной основе более 20 лет .
Из смолыHDPE получается пластик, устойчивый к коррозии и мало впитывающий влагу, что делает его хорошо подходящим для хранения напитков. Кроме того, контейнеры из полиэтилена высокой плотности не выделяют химические вещества в свое содержимое.
Полиэтилен низкой плотности (LDPE)
Пластмассы LDPEпохожи на пластики HDPE, но известны своей меньшей жесткостью. Они популярны в бутылках для отжима, например, для кетчупа и горчицы; пластиковые пленки, например пленки для упаковки коммерческих хлебобулочных изделий и мяса; и кольца из шести упаковок.
Смолы LDPE Virgin безопасны для контакта с пищевыми продуктами. В то время как переработанные смеси LDPE / PP были одобрены FDA для контакта с пищевыми продуктами в двух случаях , материалы, изготовленные из 100% смолы PCR LDPE, не допускают контакта с пищевыми продуктами.
LDPE обладает хорошей химической стойкостью, высокой ударной вязкостью и сильным поглощением износа. Подобно пластику ПЭТ и ПЭВП, ПЭНП может удерживать пищевые продукты без вымывания каких-либо вредных материалов и проникновения микроорганизмов.
Поликарбонат (ПК)
Поликарбонат обычно используется для изготовления бутылочек для воды, детских бутылочек и многоразовых емкостей для воды.
В последние несколько лет было много дискуссий о безопасности поликарбоната для пищевых продуктов, поскольку в смоле содержится бисфенол А (BPA)).Ходят слухи, что BPA опасен для здоровья. Благодаря пристальному вниманию общественности он был тщательно протестирован. среднее потребление BPA потребителями очень низкое (), и химическое вещество не накапливается в организме . Нет никаких сведений о существовании рисков для здоровья на таких малых уровнях, и FDA пришло к выводу, что это безопасно для контакта с пищевыми продуктами . Некоторые производители заменили одобренный FDA сополиэфир для создания прозрачных контейнеров, не содержащих бисфенола А.
PC — это особо прочный пластик (он используется для изготовления пуленепробиваемых окон), что делает его идеальным для изготовления «небьющихся» бутылок с водой и хранения большого количества продуктов.
Вот и все — самые популярные пластмассовые смолы, разрешенные для контакта с пищевыми продуктами. Заинтересованы в дополнительной информации о вашем проекте пластиковой упаковки? Ознакомьтесь с нашим блогом о преимуществах пластиковой упаковки.
ПЭТ против ПП — какой пластик является лучшим по ставкам устойчивого развития
Недавняя оценка жизненного цикла (LCA) лотков из ПЭТ и ПП позволила сделать некоторые интересные выводы об устойчивости пластиковой упаковки. По заказу компании Milliken и проведенной ведущей консалтинговой компанией Sphera, ранее известной как thinkstep®, цель LCA заключалась в том, чтобы лучше понять относительные экологические характеристики полипропилена (PP) и полиэтилентерефталата (PET) при их использовании для изготовления термоформованных лотков. .Кроме того, он был направлен на то, чтобы выделить горячие точки в жизненном цикле продукта лотков из ПП и ПЭТ.
Горячая точка определяется как вклад, составляющий более 25% от общего воздействия продукта, измеренного с помощью LCA. Основные точки жизненного цикла этих продуктов связаны с производством сырья. Процесс экструзии также важен, как и обработка отходов в конце жизненного цикла при использовании рекуперации энергии для всех продуктов из-за потенциала глобального потепления.
«Мы хотели понять, насколько эффективна упаковка из полипропилена по сравнению с ее наиболее логичной альтернативой, полиэтилентерефталатом.NX® UltraClear ™ PP, осветленный с помощью Millad® NX 8000, стал эталоном для кристально чистого полипропилена, придав ему прозрачность, подобную стеклу, при небольшом весе, предлагая владельцам торговых марок экономичную альтернативу традиционным прозрачным материалам, таким как ПЭТ и стакан. Это делает понимание экологических характеристик очень важным для нас », — сказал главный научный сотрудник Милликена Скотт Р. Тренор, доктор философии.
Тестирование лотков
Лотки из ПП и ПЭТ предназначены для упаковки пищевых продуктов, например салатов, и считаются имеющими эквивалентную функциональность с точки зрения соответствия характеристикам упаковки для этого использования.Функциональной единицей для этого LCA были лотки эквивалентного объема с идентичной массой 9,1 г.
Практикующие LCA часто спорят о том, как правильно учитывать использование переработанного содержимого в продукте, и существуют два совершенно разных подхода: переработка по окончании срока службы (также известная как «избежание бремени») и переработанное содержимое (также известное как подход к сокращению потребления). 1
Проще говоря, предотвращенная нагрузка компенсирует долю материала, который может быть переработан в конце срока службы, то есть продукту дается «кредит» на переработку, но переработанные материалы оцениваются как первичные.
Напротив, подход с отсечением учитывает долю первичного материала, компенсируемую вторичным материалом при производстве продукта. Часть переработанного содержимого отсечена от материального бремени предшествующего технологического процесса и несет только воздействие на окружающую среду, связанное со сбором и переработкой вторсырья.
В этом LCA Sphera посчитала, что подход избегания нагрузки был наиболее подходящим, поскольку для лотков как из ПП, так и из ПЭТ разумно предположить, что любой имеющийся и собранный для переработки лом будет фактически переработан, что позволяет избежать потребности в первичном материале в следующей жизни.
LCA изучила все аспекты жизненного цикла лотка от колыбели до захоронения, начиная с производства полимерного гранулята и до конца срока службы упаковки — захоронение (LF), переработка (Рек.) Или рекуперация энергии ( Inc.). Он также сравнил ряд общих экологических показателей для каждой упаковки. Это потенциал подкисления (AP), потенциал эвтрофикации (EP), потенциал глобального потепления (GWP), потенциал фотохимического образования озона (POCP), потребность в первичной энергии (PED) и потребление воды.
Эта «тепловая карта» показывает относительную интенсивность воздействия как для полипропилена, так и для полиэтилентерефталата в каждой из категорий экологических индикаторов. Лотки из ПП и ПЭТ были изготовлены только из первичного материала.
Это ясно показывает, что при захоронении или сжигании полипропилен оказывает значительно меньшее воздействие, чем первичный ПЭТ такого же размера. При повторном использовании воздействия примерно равны из-за методологии распределения нагрузки, которой можно избежать.
Имеет ли значение использование переработанного содержимого?
Короткий ответ: это зависит от методологии, используемой в LCA .В этом LCA также изучался эффект использования переработанного содержимого в лотках из ПЭТ, чтобы определить, привело ли это к снижению воздействия этого материала на окружающую среду. Он оценил лотки из ПЭТ с различным количеством rPET по сравнению с лотками из ПП, изготовленными только из первичного материала. Это связано с тем, что правила использования переработанного содержимого в пластиковой упаковке для пищевых продуктов различаются в зависимости от региона, и в настоящее время в ЕС переработанное содержимое в ПЭТ разрешено, а в полиолефинах (ПП и полиэтилен) — нет.
При использовании методологии избегания нагрузки эта тепловая карта не показывает разницы в категориях ПЭТ, поскольку количество переработанного ПЭТ (rPET), используемого для производства лотка, увеличивается, что, по-видимому, указывает на то, что увеличение уровня переработанного содержимого не обеспечивает никаких положительное влияние на лотки из ПЭТ с точки зрения оценки жизненного цикла.
В качестве альтернативы, методология подхода с отсечением показывает, что по мере увеличения содержания вторичного сырья снижается воздействие лотка из ПЭТ на окружающую среду. Поскольку в Северной Америке доступны сорта переработанного полипропилена, контактирующие с пищевыми продуктами, предполагается, что аналогичная тенденция сохранится и при включении переработанного полипропилена в лоток из полипропилена. Это основано на экологических преимуществах замены первичной смолы переработанной смолой, как это показано Ассоциацией переработчиков пластмасс (APR). 2
Влияние конца жизни
Этот LCA показал, что выбор сценария конца жизненного цикла сильно влияет на экологические показатели всего жизненного цикла. В то время как Milliken всегда уделяет особое внимание повторному использованию и переработке, этот LCA обнаружил, что для лотков из полипропилена переработка или сжигание с рекуперацией энергии являются благоприятными вариантами окончания срока службы в зависимости от экологического показателя. Для лотков из ПЭТ переработка всегда является наиболее предпочтительным вариантом по окончании срока службы.
Несмотря на это, сегодня лотки из ПЭТ, как правило, не перерабатываются в упаковку, поскольку загрязнение и цвет ограничивают рыночное признание материала. Однако rPET из лотков может быть переработан в волокно и другие области применения. Подносы из полипропилена, с другой стороны, перерабатываются в другие приложения из полипропилена, от контейнеров для хранения до парковочных бамперов. Однако rPP обычно не используется в пищевых продуктах из-за существующих правил и очень ограниченного предложения.
В целях значительного повышения пригодности полипропилена к вторичной переработке и демонстрации приверженности компании Milliken принципам устойчивого развития в 2019 году мы заключили партнерство с PureCycle Technologies, чтобы ускорить коммерциализацию революционной технологии, которая восстанавливает использованный полипропилен до «девственного» качества .
Запатентованный процесс переработки PureCycle, разработанный и лицензированный Procter & Gamble, отделяет цвет, запах и другие загрязнения от исходных пластиковых отходов, превращая их в смолу, подобную первичной. Добавки Milliken будут играть решающую роль, обеспечивая соответствие эксплуатационных свойств этой первичной смолы конкретному применению, обеспечивая преобразующую возможность помочь решить проблему с окончанием срока службы пластмасс.
Влияние функционального блока
Функциональной единицей для анализа, использованной в этой LCA, была эквивалентная масса (лотки с идентичной массой 9.1ж), но важно отметить, что в действительности все может быть иначе. ПП имеет более низкую плотность, чем ПЭТ, поэтому для достижения того же объема и функциональности обычно требуется значительно меньше материала по сравнению с ПЭТ. Например, из 1 кг ПЭТ получается 109 контейнеров, а из 1 кг NX UltraClear PP получается 161 контейнер, каждый из которых весит на 31% меньше — 6,2 г. При использовании подхода с использованием вторичного сырья это заметно повлияет на результаты в пользу полипропилена с меньшим воздействием при уровнях rPET, значительно превышающих 50%.
«Это понимание относительных экологических характеристик этих двух полимеров в данном приложении может помочь в обсуждениях с клиентами, которые запрашивают информацию о сравнительных экологических характеристиках осветленных продуктов из полипропилена и полиэтилена», — сказал Пол Кирнс, менеджер по устойчивому развитию Milliken’s Химический бизнес. «Мы рады, что Millad NX 8000 для полипропилена обеспечивает альтернативу прозрачности ПЭТ».
Использование оценок жизненного цикла для работы в направлении экономики замкнутого цикла
Оценка жизненного цикла, подобная той, которую компания Milliken заказала для сравнения ПЭТ и ПП, стала важнейшим методом для индустрии пластмасс в 21 -м и -м веке.Они начались в начале 1960-х годов, когда начали возникать опасения по поводу ограничений на доступность сырья и энергетических ресурсов, и это вызвало интерес к поиску новых способов учета использования энергии и материалов.
Компания Milliken поддерживает концепцию жизненного цикла и считает, что оценки жизненного цикла, подобные этой, следует учитывать при выборе упаковочных материалов. Эти стандартизированные процессы позволяют нам рассчитывать и сообщать о воздействии на окружающую среду в течение всего срока службы продукта, а не только его окончания.
Поскольку все мы стремимся к экономике замкнутого цикла для пластмасс, оценки жизненного цикла — это инструменты, которые производители и потребители должны использовать, чтобы сделать наилучший выбор для будущего нашей планеты.
Для получения дополнительной информации об исследовании или копии полного отчета «Сравнение LCA лотков из ПП и ПЭТ» свяжитесь с нами.
В исследовании не оценивались фактические показатели переработки в стране или регионе, а сравнивались лотки из полипропилена и ПЭТ на основе сценариев, моделирующих экстремальные ситуации (100% захоронение отходов, 100% рекуперация энергии, 100% переработка).
Концентраты NX UltraClear позволяют переработчикам полипропилена (ПП) достичь высочайшего уровня прозрачности своей продукции, а также предлагают возможности для более быстрого и экономичного производства. Концентраты NX UltraClear основаны на технологии Millad NX 8000 и используются во многих областях термоформования, литья под давлением и выдувного формования, включая чашки, лотки, раковины, контейнеры, горшки, складную упаковку, крышки и бутылки.
Для получения дополнительной информации, включая анализ чувствительности подхода с отсечкой, свяжитесь с нами.
Ссылки
1 https://ethz.ch/content/dam/ethz/special-interest/baug/ifu/eco-systems-design-dam/documents/lectures/2015/master/advanced-environmental -ass / readings / ifu-esd-msc-AESEA-Frischknecht_IntJLCA_2010_final.pdf
2 Ассоциация переработчиков пластмасс: ВОЗДЕЙСТВИЕ НА ЖИЗНЕННЫЙ ЦИКЛ РЕЦИКЛИРОВАННЫХ СМОЛ ДЛЯ ПОТРЕБИТЕЛЕЙ: ПЭТ, ПЭНД И ПП декабрь 2018 г .; https://plasticsrecycling.org/images/apr/2018-APR-Recycled-Resin-Report.pdf
По дизайну: Конструкция полипропиленовой детали, часть 1
В этой колонке, выходящей раз в два месяца, Гленн Билл из Glenn Beall Plastics Ltd.(Либертивилль, Иллинойс) делится своим особым взглядом на вопросы, важные для инженеров-проектировщиков и литейной промышленности.
T Коммерческое производство полипропилена в США началось в 1957 году. Это был тот же год, когда я начал работать в индустрии пластмасс. Мы с полипропиленом стали пенсионерами отрасли. В результате я полюбил этот материал. Было интересно наблюдать, как новый материал внедряется, развивается и находит свое место в индустрии пластмасс.
Полипропилен (ПП) занимает второе место в отрасли после полиэтилена. Примерно 15 процентов всего пластика, производимого в этой стране, состоит из полипропилена. В больших количествах полипропилен продается по заявленной цене от 0,33 до 0,38 доллара за фунт. Плотность полипропилена составляет всего 0,903 г / куб.см, что делает его самым легким из всех стандартных пластиков. В натуральном выражении полипропилен стоит всего от 0,01 до 0,013 доллара за куб. Дюйм. Это делает полипропилен самым дешевым обычным пластиковым материалом, подходящим для процесса литья под давлением. ПП — это крупногабаритный, легкий и недорогой пластиковый материал, хорошо зарекомендовавший себя в отрасли.
Большой объем и низкая стоимость этого материала привели к тому, что он был классифицирован как товарный пластик наряду с полиэтиленом, поливинилхлоридом и полистиролом. Эта классификация, на мой взгляд, ошибочная. Нет научного определения товарного пластика. Для большинства пластиков слова товарный пластик означают дешевый, крупносерийный материал с низкими эксплуатационными характеристиками. Но полипропилен может быть высокоэффективным конструкционным материалом. ПП, армированный стекловолокном, имеет предел прочности на разрыв в том же диапазоне, что и нейлон.
Многие приложения, которые были отлиты с использованием инженерных пластмасс, теперь переводятся на полипропилен. Например, почти все детали отделки салона автомобиля теперь переведены с ABS на PP. Многие инженеры-конструкторы ошибочно классифицируют полипропилен как низкоэффективный товарный материал и упускают из виду его способность выступать в качестве инженерного пластика.
За прошедшие годы было разработано много различных типов полипропилена для специальных применений, таких как покрытия, волокна, нити, пленка, термоформование, экструзия и литье под давлением.Все ПП можно разделить на два типа: гомополимеры и сополимеры. Гомополимеры отдают предпочтение за их более низкую в среднем стоимость. Сополимеры представляют собой различные комбинации ПП и этилена. Сополимеры выбираются из-за их улучшенной прочности расплава, прозрачности и ударной вязкости.
По мере увеличения процентного содержания сомономера прочность на разрыв, жесткость, температура теплового отклонения и твердость снижаются, а ударная вязкость увеличивается. Основными отличительными характеристиками различных типов гомополимеров и сополимеров являются молекулярная масса и молекулярно-массовое распределение.В целом полипропилен с более высокой молекулярной массой более устойчив к текучести, но демонстрирует улучшенные физические свойства.
Это легкосыпучие материалы с диапазоном индекса плавления от менее 1 до более 35 г / 10 мин. Производство волокон и пленки — два крупнейших рынка полипропилена. Литье под давлением занимает третье место по количеству переработанного полипропилена. Полипропилен — это легкий материал для литья под давлением при низких температурах и давлениях. Однако формовщики должны учитывать, что полипропилен является полукристаллическим материалом.Правильно отлитая под давлением деталь на 50-60% является кристаллической. Степень кристалличности влияет на физические свойства формованной детали.
По мере увеличения процента кристалличности соответственно увеличивается плотность материала, прочность на растяжение и изгиб, усадка пресс-формы, а также термостойкость и химическая стойкость. Снижается ударная вязкость и прозрачность. Усадка формы становится менее равномерной. Формирование кристаллической структуры полипропилена происходит относительно медленно. Быстрое охлаждение детали в форме приводит к снижению кристалличности.Незначительные изменения в условиях охлаждения пресс-формы могут сильно повлиять на размер и физические свойства детали. Кроме того, быстро охлаждаемые детали из полипропилена продолжают давать усадку еще долгое время после их извлечения из формы.
Полиэтилен (PE) и PP конкурируют во многих сферах применения. Перекрытие возможно, но полипропилен выбирают, когда приложение требует немного большей жесткости и термостойкости, чем у полиэтилена.
Компоненты из полипропилена различаются по размеру от микроплавленных медицинских и электронных деталей весом менее грамма до 9.Деталь внутренней отделки минивэна весом 8 фунтов размером 87 на 26 дюймов.
Проектирование с использованием полипропилена
Требования к конструкции деталей для различных типов полипропилена одинаковы, за исключением толщины стенки. Следует учитывать широкий диапазон индексов расплава (MI) полипропилена. Не все полипропилены могут быть отформованы в детали одного размера и толщины. ПП 2-МИ не может заполнять деталь, предназначенную для формования из ПП 10-МИ. См. Ниже другие конструктивные особенности:
- Толщина стенки может быть такой же тонкой, как.004 дюйма для мелких деталей. Это раздвигает границы, и лучшая минимальная толщина стенки составляет от 0,030 до 0,040 дюйма. Большие фильтрующие пластины из полипропилена были успешно отлиты под давлением со стенками толщиной 3,5 дюйма, но это исключение. Учитывая кристалличность ПП и высокий коэффициент усадки пресс-формы, максимальная толщина стенки должна быть ограничена 0,250 дюйма.
Отклонение толщины стенки от 10 до 15 процентов от номинальной толщины стенки детали должно плавно переходить от толстой к тонкой. - Радиус углов деталей из полипропилена улучшает текучесть расплава, в то же время создавая более прочную деталь с меньшим напряжением при формовании.Минимальный внутренний угловой радиус детали из полипропилена должен составлять не менее 25 процентов от толщины стенки детали. Жесткость и особенно ударную вязкость детали из полипропилена можно улучшить, увеличив размер радиусов до 75 процентов от толщины стенки детали.
- Углы уклона и хорошая полировка важны для деталей из полипропилена из-за их жесткости и высоких коэффициентов усадки пресс-формы. На внутренних поверхностях, которые усаживаются на стержни в форме, рекомендуется угол наклона 1º / сторону.Минимальная тяга 0,5º / сторона обычно достаточна для внешних поверхностей, которые сжимаются от полости. Большие углы уклона могут потребоваться для деталей глубокой вытяжки или деталей с большой геометрией. Всегда желательны большие углы наклона, поскольку они приводят к тому, что детали легче и, следовательно, дешевле формовать.
- Выступы всех типов могут быть включены в детали из полипропилена. Их толщина на стыке с номинальной стенкой детали должна быть ограничена до 50 процентов от толщины стенки детали.В случаях, когда внешний вид и отсутствие вмятин имеет решающее значение, толщину выступов можно уменьшить до 40 процентов от толщины стенки детали.
- Углубления или отверстия любого размера и формы легко формуются из полипропилена. Внутренние углы отверстий должны быть закруглены, чтобы минимизировать напряжение при формовании. Легкие свойства текучести полипропилена с высоким индексом вязкости позволяют формовать очень маленькие отверстия без проблем изгиба стержня и стержня, связанных с полипропиленом с низким индексом вязкости или другими более твердыми пластиками.При хорошей вентиляции и надлежащих условиях формования можно получить красивые, прочные сварные швы.
- Допуски одинаковы для всех типов ненаполненных или армированных ПП. Деталь из полипропилена длиной 1000 дюймов и толщиной 0,125 дюйма может быть отформована с коммерческим допуском +/- 0,007 дюйма. Более длинные размеры требуют добавления +/-. 005 дюймов / дюймов. Точный допуск будет +/-. 0043 дюйма для первого дюйма плюс +/-. 003 дюйма / дюйма для каждого дополнительного дюйма. Коммерческий допуск обычно может быть достигнут любым компетентным литьевым формовщиком без каких-либо дополнительных затрат.Точные допуски обычно приводят к более длительным циклам формования и увеличению стоимости. В некоторых случаях могут быть достигнуты даже меньшие допуски, но только по взаимному соглашению между формовщиком и заказчиком. Идеальный допуск — это всегда самый большой допуск, который производит функциональная деталь.
Общее описание : Полукристаллический, белый, полупрозрачный товарный термопласт, выпускаемый в очень большом количестве сортов и модификаций.Это линейный полиолефин, который во многих отношениях можно сравнить с полиэтиленом высокой плотности (HDPE), и который производится очень похожим способом. Используемые катализаторы достаточно хорошо контролируют стереорегулярность полимера, так что коммерческие полипропилены (ПП) обычно являются преимущественно изотактическими. Гомополимер ПП тверже и имеет более высокую термостойкость, чем ПЭВП, но более низкую ударопрочность и становится хрупким при температуре ниже ~ 0 ° C. Следовательно, сорта сополимера предпочтительны для всех областей применения, подверженных воздействию холода / зимы.Эти сополимеры имеют лучшую ударную вязкость, сохраняемую при более низких температурах, чем гомополимеры, за счет довольно небольшого ухудшения других свойств. Как и полиэтилены, полипропилен обладает хорошей химической стойкостью, но плохой стойкостью к ультрафиолетовому излучению (если он не стабилизирован или не защищен). Из-за проблем с термической стабильностью таких материалов, как полипропилен, во время обработки неизменно используются добавки, такие как антиоксиданты. Также следует отметить, что при рассмотрении использования термосвариваемых пленок этот продукт фактически представляет собой соэкструдированную пленку, содержащую внутренний слой из полипропилена и внешние слои из сополимера полипропилена и полиэтилена.Эти пленки также обрабатываются коронным разрядом для улучшения адгезии и могут также содержать антиадгезионную добавку, такую как диоксид кремния. Если у вас есть какие-либо сомнения относительно пригодности любого из этих материалов, запросите подтверждение перед размещением заказа на покупку. Применения включают (для гомополимеров) кожухи для бытовой техники, предметы домашнего обихода, упаковку, держатели кассет и волокна, моноволокна и ленты с щелевой пленкой; для сополимерных труб, контейнеров, корпусов лодок, корпусов сидений и автомобильных деталей e.грамм. Корпуса батарей и бамперы, хотя последние часто изготавливаются из полипропиленов, в большей степени модифицированных эластомерами. |
Введение в переработку полипропилена
Полипропилен, сокращенно ПП, представляет собой перерабатываемый термопластичный полимер, широко используемый во многих различных продуктах. ПП прочен и устойчив к различным химическим растворителям, кислотам и щелочам. Идентификационный код смолы PP — 5, и она подлежит вторичной переработке.
Согласно исследованию Transparency Market, текущий мировой рынок полипропилена в 2014 году оценивался более чем в 80 миллиардов долларов и, как ожидается, достигнет 133 долларов.3 миллиарда к 2023 году.
Важность переработки полипропиленаТемпература плавления и прочность полипропилена делают его самым популярным пластиковым упаковочным материалом в Соединенных Штатах: в США ежегодно производится около пяти миллиардов фунтов стерлингов (2010 г.). Но согласно данным о производстве и переработке полипропилена, предоставленным Американским химическим советом, полипропилен является одним из наименее перерабатываемых пластиков после потребителя, при этом показатель восстановления после потребителя составляет менее 1 процента.
Из-за короткого срока службы упаковки из полипропилена большая часть этих термопластов попадает на свалки как отходы. Агентство по охране окружающей среды США заявляет, что примерно 20 процентов образующихся твердых отходов составляют те или иные формы пластмасс, в том числе полипропилен. Продукты из полипропилена медленно разлагаются на свалках, и для полного разложения требуется около 20-30 лет. Эта характеристика создает серьезные экологические проблемы. Добавки, используемые в пластмассовых изделиях, могут содержать токсины, такие как свинец и кадмий.Исследования показывают, что кадмий, содержащийся в пластиковых изделиях, может просачиваться и иметь чрезвычайно вредные последствия для ряда биосистем. Кроме того, горение термопластов, таких как полипропилен, может выделять диоксины и винилхлорид.
Переработка полипропилена — лучший доступный способ справиться с этой ситуацией экологически чистым и экономичным способом.
Процесс переработки полипропиленаПроцесс переработки включает пять этапов, а именно сбор, сортировку, очистку, переработку путем плавления и производство новых продуктов из переработанного полипропилена.Итак, первые три шага аналогичны переработке большинства других товаров. Но два последних имеют решающее значение. На этапе переработки собранные продукты из полипропилена загружаются в экструдер, где они плавятся при 4640 ° F (2400 ° C) и разрезаются на гранулы. Затем эти гранулы готовы к использованию в производстве новых продуктов.
Проблемы и возможности переработки полипропиленаУсилия по совершенствованию переработки полипропилена продолжаются. Nextek Ltd., британская консалтинговая компания по дизайну и переработке пластмасс и финалист форума новаторов в области переработки в 2013 году, изобрела инновационный процесс обеззараживания пищевого полипропилена для повторного использования в замкнутом цикле обратно в упаковку для пищевых продуктов.
Процесс, разработанный Nextek, состоит из двух этапов. Первый этап включает плавление полипропилена при температуре около 250 ° C (500 ° F) для удаления молекул загрязняющих веществ. Второй и последний этап включает удаление остаточных молекул в вакууме и отверждение при температуре около 140 ° C (280 ° F). Продукты, изготовленные с помощью этого процесса, могут быть смешаны с первичным полипропиленом в количестве до 50 процентов.
Однако основная задача рециркуляции полипропилена состоит в том, чтобы увеличить скорость рециркуляции полипропилена и в то же время устранить опасные последствия неправильной утилизации.Как упоминалось выше, в настоящее время перерабатывается почти 1 процент полипропилена. Только разработка новых и инновационных технологий помогает преодолеть эту огромную проблему.
В июле 2017 года Proctor & Gamble объявила о партнерстве с PureCycle Technologies в строительстве завода по переработке полипропилена в округе Лоуренс, штат Огайо. Цель заключалась в том, чтобы переработать полипропилен до «девственного» качества. Спрос на переработанный полипропилен на рынке существенно не удовлетворяется. По данным Ассоциации переработчиков пластмасс (APR), только в Северной Америке существует потребность в 1 миллиард фунтов переработанного полипропилена ежегодно; включая 720 миллионов фунтов «высококачественного» переработанного полипропилена.