Монтаж полиэтиленовых труб
Неоспоримый факт, домашние умельцы успешно осваивают технологии профессионального уровня. Примером может служить самостоятельный монтаж пластиковых водопроводных и канализационных систем. Этому способствует широкий выбор материалов и монтажных деталей, позволяющий успешно реализовать проекты разных уровней сложности.
Пластиковые трубы выгодно отличаются от металлических: несложным монтажом, коррозиестойкостью, продолжительным, 50 и более лет назначенным ресурсом.
Такие системы отличаются высокой ремонтопригодностью. Поврежденные фрагменты водопроводной или канализационной системы хозяин дома может заменить самостоятельно.
Пластиковые трубы, пользующиеся наибольшим спросомОсновной материал для обустройства водопровода в частном доме или городской квартире — труба пнд 25 цена которой имеет все основания называться бюджетной. Материал может эксплуатироваться в диапазоне наружных температур от -60 до +130°С, при температуре теплоносителя до 90°.
Пластиковые трубы без последствий выдерживают значительные, в том числе ударные нагрузки, не окисляются. Что положительно сказывается на качестве воды.
- Цена трубы полиэтиленовой канализационной 110 мм в центральных регионах страны примерно одинаковая. Это основной материал для обустройства надежных и долговечных канализационных систем.
- Стойкость труб из полиэтилена низкого давления к внешним воздействиям удачно сочетается с долговечным эксплуатационным ресурсом, экологичностью материала и умеренной стоимостью.
- В бюджетных канализационных системах допускается применение технических труб пнд, изготовленных из вторичного сырья. Меньший ресурс таких конструкций компенсируется их доступной стоимостью, монтажные характеристики этих материалов стандартные.
- Экологичность таких материалов ниже, в тоже время основной ассортимент отвечает требованиям действующих экостандартов.


При возможности свободного выбора, рекомендуется отдать предпочтение трубам от производителя, известного качеством своей продукции. Повышенная стоимость таких материалов в полной мере соответствует их совершенным рабочим характеристикам.
Возникли вопросы?
Звоните нампрямо сейчас!+7 (495) 961-02-48
- Тепловая сварка пластиковых труб не требует особой квалификации, должные навыки приобретаются в процессе работы. Специальное устройство, так называемый паяльник можно купить или арендовать на время монтажных работ. Прилагаемый набор насадок позволяет выполнить надежное и герметичное соединение труб разного диаметра.
- Устройство для тепловой сварки позволяет в достаточных пределах плавно регулировать рабочую температуру насадок. Таким образом, упрощается соединение труб разного диаметра с разной толщиной стенок.
- Температура плавления труб изготовленных из: полиэтиленового, полиэфирного или полипропиленового сырья, может незначительно отличаться. Оптимальный нагрев насадок подбирается опытным путем.
Насадка для тепловой сварки пластиковых труб большого диаметра в комплект паяльника не входит, при необходимости приобретается отдельно. Торцевое соединение требует точного совмещения свариваемых труб, поэтому такие работы выполняются после приобретения должного навыка.
Прочные и надежные сварные соединения имеют существенный недостаток, поскольку являются неразъемными. Для врезки в систему: крана, клапана, тройника или другой монтажной детали, рекомендуется использовать разборные фитинговые соединения.
В таком варианте заменить неисправный элемент системы можно без особых проблем.
Сочетание сварных и фитинговых соединений обеспечивает системе надежность эксплуатации, в то же время придает ей определенный уровень ремонтопригодности.
ЗАКАЗАТЬ МОНТАЖНЫЕ РАБОТЫ
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения.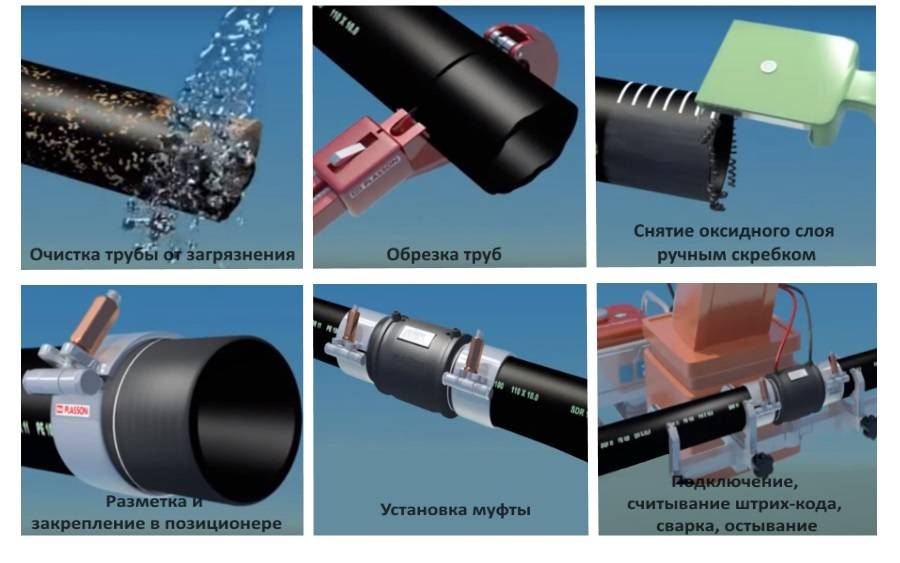 В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Для обеспечения качественного соединения большое значение имеет правильный выбор этого прибора. Он должен иметь комплект насадок разных диаметров. Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины.
Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
-
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
 Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Монтаж труб ПНД своими руками — как установить трубы ПНД
Во время строительства нового жилища или капитального ремонта старого, очень важным моментом является правильный монтаж всех коммуникационных систем. Наиболее значимая из этих систем — водопровод и водоотведение. Долговечность и надежность этих систем напрямую зависит от качества и технических характеристик трубопровода.
Вернуться к содержанию
Каким должен быть современный трубопровод
Сегодня тяжелые, подверженные коррозии и трудоемкие металлические трубопроводы все чаще заменяются трубами, для производства которых использован современный материал — полиэтилен низкого давления. Это обусловлено многочисленными достоинствами трубы из ПНД. Главным преимуществом можно назвать простой монтаж труб ПНД своими руками, без использования специального оборудования, инструментов, не требующий особых навыков и знаний.
Это обусловлено многочисленными достоинствами трубы из ПНД. Главным преимуществом можно назвать простой монтаж труб ПНД своими руками, без использования специального оборудования, инструментов, не требующий особых навыков и знаний.
Смонтированный трубопровод из труб ПНД
Но помимо этого преимущества, ПНД и трубы из него имеют еще много плюсов, которыми и объясняется их стремительно растущая популярность среди дачников, владельцев квартир и коттеджей, промышленных и других зданий. Среди них:
- ПНД совершенно не подвержен коррозии и не вступает в реакцию со множеством химических веществ;
- Этот синтетический материал не подвержен гниению, воздействию грибка, бактерий и других микроорганизмов;
- Эластичность и прочность труб ПНД позволяет им выдерживать достаточно сильные гидроудары, расширения замерзшей в них воды без каких-либо повреждений;
- Благодаря вышеупомянутым эластичности и прочности, эти трубы с легкостью воспринимают все нагрузки, которые возможно получить в сейсмически активной зоне;
- Сравнительно малая масса ПНД изделий выгодно влияет на процесс погрузки, транспортировки и выгрузки труб;
- Также ПНД очень податлив, поэтому при монтаже ПНД труб тратится в два-три раза меньше усилий и средств, чем при установке металлического трубопровода.
Благодаря всем вышеперечисленным свойствам труб из ПНД, можно сделать вывод: долговечность ПНД труб намного превышает долговечность металлических труб и составляет срок более 50 лет.
Вернуться к содержанию
Область применения ПНД труб
Использование ПНД для производства труб накладывает некоторые ограничения: эти трубы не могут быть использованы для подачи горячей воды, поскольку при температурах выше 40 градусов, материал теряет свои свойства, что способно привести к разрушению водопровода.
Если Вы решили обновить в доме водопроводную систему, то Вам стоит присмотреться к полипропиленовым трубам. В нашей статье подробно рассмотрен технологический процесс пайки таких труб в домашних условиях.
 Монтаж полипропиленовых труб также отличается своей простотой, а трубы ничуть не уступают трубам ПНД.
Монтаж полипропиленовых труб также отличается своей простотой, а трубы ничуть не уступают трубам ПНД.По области применения, трубы ПНД классифицируют на напорные и безнапорные. Напорные трубы используют для подачи газа и питьевой или технической воды на большое расстояние. Безнапорные служат для водоотведения, обустройства ливневых и канализационных стоков.
Также в зависимости от назначения трубы используется тот или иной диаметр трубы, та или иная толщина стенки. Так, например, для водопровода применяются ПНД труба, внешний диаметр которой составляет 20 — 30 мм. Они соединяются компрессионным пластмассовым или латунным фитингом. А для канализационной системы целесообразно использовать трубы, размером диаметра 90 — 160 мм, и фиксировать с применением муфт и уплотнительных колец.
В целом, размер внешнего диаметра трубы может быть 20 — 1200 мм, а толщина стенок 2 — 72 мм. От диаметральных размеров трубы зависит метод ее установки. Монтаж качественных труб ПНД своими руками можно произвести тремя основными способами: методом стыковой сварки, электромуфтовой сваркой или используя различные фитинги, фланцы, муфты. При этом, первые два метода относятся к неразъемному виду соединения ПНД труб, а последний можно демонтировать и снова монтировать до десяти раз без серьезного повреждения элементов трубопровода. Достоинством неразъемного соединения ПНД труб является возможность использования для трубопровода под давлением, поскольку сварной шов обеспечивает повышение прочности всего трубопровода.
Вернуться к содержанию
Стыковая сварка
Чтобы произвести надежный монтаж труб ПНД своими руками, используя контактную сварку, необходимо иметь специальное оснащение и обладать особыми навыками. Таким способом соединяют ПНД трубы, диаметр которых больше от 50 мм, а толщина стенки не менее 5 мм.
Этапы стыковой пайки труб ПНД
Для того, чтобы произвести качественный сварной шов, требуется выполнить следующее:
1. Обрезать трубы в соответствии с необходимыми размерами перпендикулярно оси трубы, хорошо выровнять и зачистить поверхность среза.
Обрезать трубы в соответствии с необходимыми размерами перпендикулярно оси трубы, хорошо выровнять и зачистить поверхность среза.
2. Нагреть края обоих деталей сварочным аппаратом до температуры плавления ПНД и быстро соединить, плотно прижав их.
3. Не снимая прижима, выждать время, необходимое для осадки материала.
Для получения наиболее прочного сварного шва следует обратить внимание на время и температуру нагревания, на силу прижимания деталей. Если шов получится неоднородным — не стоит ждать от него хороших технических и механических свойств. Также не следует производить сварку двух труб, произведенных разными предприятиями, поскольку материал может значительно различаться по химическому составу.
Вернуться к содержанию
Электромуфтовая сварка
Для этого типа соединения используют фасонный элемент, внутри которого работают электроспирали, которые нагревают и прочно фиксируют детали трубопровода. Такой метод позволяет сварить трубы разного диаметра, но различие размера должно составлять не больше 10%. Максимальный допустимый внешний диаметр ПНД трубы — 160 мм.
Механизм действия следующий:
1. Обрезать и подготовить свариваемую поверхность как и при контактной сварке.
2. При помощи позиционера, временно фиксировать детали в правильном положении.
3. Ввести детали в муфту, включить аппарат. Выдержать необходимое время после прекращения нагрева, чтобы образовался хороший сварной шов.
На видеоролике, представленном ниже, показан пошаговый процесс установки труб ПНД методом электромуфтовой сварки.
Для такого способа сварки все параметры (температура, время нагрева и осадки) должны быть указаны на детали.
Вернуться к содержанию
Разъемное соединение ПНД труб
Этот метод часто используется, чтобы произвести монтаж труб ПНД в квартирах и жилых домах своими руками. Для этих целей обычно применяют трубы, диаметром менее 110 мм и элементы фиксации: компрессионные пластмассовые или латунные фитинги. Не лишней деталью будет раструбная заглушка с гибким уплотнителем.
Для этих целей обычно применяют трубы, диаметром менее 110 мм и элементы фиксации: компрессионные пластмассовые или латунные фитинги. Не лишней деталью будет раструбная заглушка с гибким уплотнителем.
Порядок операций следующий:
1. Подготовка концов труб такая, как и при сварке. Единственная особенность: здесь необходимо тщательно проследить за тем, чтобы срез был строго перпендикулярен оси трубы.
2. Открутить гайку фитинга и плотно вставить конец трубы в фитинг.
3. Далее собрать фитинг: одеть на трубу и вставить резиновый уплотнитель в фитинг в специальное гнездо (он должен сесть плотно, с усилием), затем цангу и уплотнительное кольцо с зазубринами. Все должно плотно прилегать и хорошо фиксироваться.
4. Закрутить гайку.
Эти манипуляции можно выполнить без инструмента, вручную. Но если происходит монтаж труб большого диаметра (от 160 мм и больше), то можно использовать гаечный ключ. Если все выполнено верно, можно не переживать по поводу герметичности соединения. Но проверить следует.
Если Вы собираетесь проложить водопровод по участку, тогда Вам может пригодиться инструкция по прокладке труб без копания траншеи. За счет использования данной технологии Вы сможете проложить трубы под хоз. постройками и газонами.
Вернуться к содержанию
Хомуты
Для монтажа труб ПНД нужно использовать элементы, для фиксации труб на стены и другие поверхности. Эти элементы — держатели труб или хомуты. Они располагаются через каждые 10 диаметров трубы и в местах соединения труб, выдерживая расстояние от стен 2 — 4 мм.
Конструкция хомута имеет жесткую основу и резиновый уплотнитель. Для снятия внутреннего напряжения в трубе ПНД, возникающего от жесткой фиксации хомутом, несколько хомутов одеваются с хорошим зазором и без уплотнителя. Благодаря этой хитрости трубы ПНД выдерживают большие нагрузки на протяжении всего срока службы.
Полезно? Сохраните себе на стену! Спасибо за лайк!
Как выровнять пнд трубу
Трубы из пластика перевозятся в большинстве случаев нарезанными по размерам заготовками или округлыми бухтами, свитыми в кольца. В другом варианте для приведения к нормальному (расправленному) виду их понадобится вытягивать из скрутки, деформируя слежавшийся материал. При резком распрямлении при нормальных температурах они нередко повреждаются в районе сгиба. Благодаря этому важно разобраться с тем, как можно выровнять ПНД трубу, не нарушая структуры материала.
Свойства полимерных материалов
Такие красивые свойства изделий из полиэтилена как их крепость и упругость появляются лишь в условиях нормальных температур. При ее повышении приблизительно до +80-ти градусов полимерный материал становится мягким и вязким, из-за чего трубные заготовки можно свободно выгибать.
Стоит обратить внимание! Эта возможность базируется на технологии производства ПНД труб, при их производстве гранулы начального материала расплавляются при температуре около+130 градусов.
Это говорит о том, что выровнять трубы класса ПНД (без разрушения структуры основы) допускается при нагреве их до чуть меньших температур. При этом необходимо понимать, что последующее ее увеличение может привести к невозвратимым последствиям (к полному разрушению связей на молекулярном уровне).
Предлагаемые способы выпрямления заготовок ПНД базируются на вышеописанных свойствах и разрешают остерегаться плохих последствий.
Способы гибки (выпрямления)
Известно несколько вариантов, разрешающих распрямлять свитые в бухту трубные изделия. Одни из них предельно просты, однако допустимы лишь в конкретных условиях климата. Для реализации иных вариантов нужны материалы и инструменты, обеспечивающие их постепенное распрямление. В приводимом ниже списке данные способы перечисляются в порядке увеличения трудности:
- Нагрев труб из бухты под солнцем в жару (до 30 градусов), когда кольца размягчаются настолько, что их получается разматывать ручным способом и без подготовительной подготовки.
- Использование для их размягчения и выпрямления строительного фена.
- Прогрев изделий горячей водой, благодаря которой их структура приобретает эластичность и поддается деформации.
- Применение специализированного формовочного устройства в виде стенда с направляющими резиновыми катками, дающими возможность поровнять вытяжную систему из бухты.
Рассмотрим любой из этих вариантов более детально.
Выпрямление под нагревом
Первый из данных приемов ограниченный замечательно подходящими атмосферными условиями и используется реже. При его применении следует быть предельно осторожным и вытягивать трубу без лишней спешки, чтобы не повредить места сгиба.
В случае, когда для данной цели применяется фен строительный – работать с ним также необходимо очень осторожно, старясь не превысить предельно возможную температуру струйки (80 градусов). При разогреве феном следует держать его от бухты на определенном удалении и неторопливо переместить вдоль сгиба.
Для разогрева ПНД изделий горячей водой нужно в первую очередь приготовить кипяток, а потом залить его во внутренние пустоты бухты. При заливке он остынет приблизительно до 70-80-ти градусов и хорошо разогреет места сгибов.
Применение стендовых устройств
Выпрямить трубу полиэтиленовую низкого давления можно и при помощи механизмов, именно изготовленных для этого.
Стенд для разгибания
Стоит обратить внимание! К данному способу благоустройства собственного трубопровода прибегают при существенной длине скатанных в бухту труб и малом диаметре изгиба.
Присущие на нем крутящиеся валики разрешают при нагревании заготовок бережно смягчать резкие сгибы на коротких участках. Для комфорта пользования устройство располагается на тележке с прорезиненными колесиками.
«Народный» способ
В бытовых условиях, не имея рядом ни фена, ни горячей воды, трубы, сделанные под невысоким давлением выправить можно путем помещения в них разогретого вещества сыпучего типа.
Для реализации данного способа понадобится сделать следующие операции:
- В первую очередь готовится песочная или солевая смесь необходимой кондиции.
- Потом она сыпется в тряпичный мешочек и помещается в духовку с регулировкой температуры окружающей среды (она не должна быть больше 100 градусов).
- После нагрева смесь сыпется в изгиб трубной заготовки и оставляется там на какое то время, после этого приступаем к ее распрямлению.
Добавочная информация! На дачном участке заместь духовки можно взять любой подходящий противень, используемый для приготовления блюд на открытом огне.
Для засыпки горячей смеси лучше всего применять специализированный керамический черпак с железной воронкой, обеспечивающий удобство проведения всех операций.
Загрузка сыпучего материала
Подводя итог напомним, что при подборе возможного способа выравнивания ПНД труб предпочтение отдают варианту, при котором влияние на структуру материала минимально. Подобный подход особенно актуален для работы, потому как этим изделиям предстоит длительная работа в составе собранного собственными руками трубопровода.
Как выравнять трубу ПНД
Поставка пластиковых труб осуществляется отрезкам определённой длины либо бухтами. Будучи скрученными, изделия деформируются и приобретают форму колец. Поэтому важно знать не только, как согнуть пластиковую трубу, но и как её выпрямить. Ведь подобное изделие относится к той категории строительных материалов, которые при неправильном обращении очень легко повредить. Однако, зная особенности такой продукции, решить эти задачи можно и в домашних условиях.
Согнуть или выпрямить пластиковую трубу можно легко после ее нагрева, а для этого можно использовать строительный фен
Особенности полимера ПНД
Ключевой характеристикой полиэтилена низкого давления является хорошая упругость. Это свойство сохраняется при температуре материала . Если же ПНД нагреть до +80˚С, то он размягчится и станет более вязким, что обусловит снижение способности сопротивляться деформациям. Ещё повышать температуру допускается только на короткое время.
Это свойство сохраняется при температуре материала . Если же ПНД нагреть до +80˚С, то он размягчится и станет более вязким, что обусловит снижение способности сопротивляться деформациям. Ещё повышать температуру допускается только на короткое время.
Необходимо учитывать, что трубы из полиэтилена низкого давления производятся при температуре +130˚С. Именно тогда сырьё приобретает структуру пластической массы. А при больших температурах изделия разрушаются без какого-либо внешнего механического воздействия. Отсюда вытекает ответ на вопрос, как выпрямляется ПНД труба или же сгибается: делается это путём её пластической деформации. Проще говоря, сначала изделие сильно нагревается, а затем ему придаётся необходимая форма.
Методы сгибания
Для того чтобы придать ПНД изделию конфигурацию с требуемыми параметрами, используются два способа:
- с помощью специальной формовочной машины;
- с помощью строительного фена.
Рассмотрим каждый из этих методов несколько подробнее.
В промышленных условиях нужную форму пластиковым трубам придают при помощи формовочных машин
Как сгибается ПНД труба при помощи формовочной машины
Сначала необходимо подготовить оправу. Этот аксессуар будет выполнять функцию защиты заготовки от повреждений. Делать оправу можно из обычной ДВП. Но при этом необходимо учитывать диаметр сгибаемой трубы.
Затем вам предстоит выполнить следующие операции:
- изготовить силиконовую оболочку. Она будет выполнять функцию крепления и защиты обрабатываемой детали;
- вставить в неё трубу и закрепить в заранее изготовленной оправе из ДВП;
- закрепить всю конструкцию в формовочном аппарате;
- далее полимерное изделие нагревается и собственно сгибается;
- после этого необходимо дать заготовке охладиться.
Совет ! Поверхность оправы должна быть ровной и не иметь каких-либо дефектов. Для этого хорошо её отшлифуйте наждачной бумагой.

Сгибаем ПНД трубу в домашних условиях при помощи строительного фена
И здесь сначала необходимо сделать оправу/шаблон из ДВП. Но следующие этапы отличаются.
- нагрейте избранное место строительным феном;
- для равномерного нагревания трубу медленно вращайте;
- установите размягчённую заготовку в заранее сделанный формовочный каркас;
- сгибайте трубу, прикладывая такое усилие, чтобы в точке деформации материал не разорвался. После того, как будет создан требуемый угол изгиба, оставьте изделие охлаждаться;
- снимите остывшую заготовку.
В качестве шаблона для гибки можно использовать гвозди или шурупы, размещенные полукругом на доске
Использование строительного фена требует соблюдения определённых правил. В частности, нагревая заготовку, будьте предельно внимательными. Значительная удалённость источника тепла от её поверхности станет причиной недостаточного размягчения полимера, что приведёт к неправильной деформации. С другой стороны, воздействие высоких температур, не говоря уже об открытом огне, может вызвать возгорание материала.
Разговор о том, как сгибается пластиковая труба в домашних условиях, был бы неполным без упоминания ещё одного способа. Речь идёт об обработке горячей жидкостью. Сразу следует сказать, что этот метод подходит для труб, диаметр которых меньше 50 мм. При незначительных объёмах работ, для разогрева небольшого участка ПНД трубы будет достаточно несколько литров горячей воды. Чтобы не получить ожоги, соблюдайте правила техники безопасности. В промышленности процедура нагрева осуществляется в специальных ваннах. При этом температура содержащейся там жидкости составляет +135˚С.
Как выпрямляется труба ПНД своими руками
Самый бюджетный вариант выпрямления ПНД элементов строящегося трубопровода можно реализовать летом. Собственно, в эту пору года и производится большинство работ по прокладке инженерных коммуникаций загородных коттеджей. В этом случае можно просто растянуть трубы на приусадебном участке, крепко зафиксировав концы и оставить их под солнечными лучами на некоторое время. Заломы, которые возникли при транспортировке и хранении, скоро исчезнут.
В этом случае можно просто растянуть трубы на приусадебном участке, крепко зафиксировав концы и оставить их под солнечными лучами на некоторое время. Заломы, которые возникли при транспортировке и хранении, скоро исчезнут.
Для выпрямления трубы ПНД ее слегка растягивают при укладке вручную или при помощи техники
Конечно же, специально дожидаться лета, и затягивать строительство трубопровода по причине изогнутости входящих в него элементов – это неоправданное расточительство времени. Если на улице уже холодно, то, чтобы выпрямить изогнутые участки, необходимо растянуть трубы так же, как и летом, но воздействовать на них тёплой водой или горячим воздухом. Вместе с тем, при значительной протяженности коммуникации профессионалы рекомендуют использовать специальное приспособление – тележку с алюминиевым каркасом. С её помощью можно выпрямить трубы с диаметром 14 ≤ D ≤ 20 мм. Загибы устраняются при помощи вращающихся валиков, а прорезиненные колёса обеспечивают удобство перемещения.
Полезно знать! Для выпрямления заготовки небольшой длины можно нагревать отдельные её участки.
При выборе наиболее подходящего оборудования, отдавайте предпочтение тому образцу, который имеет:
- возможность регулировки температуры;
- несколько режимов работы;
- устройство управления потоком воздуха.
Правильно подобрав оборудование, вы сможете не просто придавать ПНД трубам необходимую конфигурацию, но и, практически, отказаться от использования фитингов.
Как сгибается труба ПВХ в домашних условиях
Уж коль скоро речь зашла о способах гнутья и выпрямления пластиковых труб, для полноты рассмотрения данного вопроса стоит упомянуть и ПВХ изделия. Многие домашние мастера обходятся в данном случае без дополнительного оборудования. Для сгибания ПВХ изделия они разогревают сыпучий материал (песочную или солевую массу) в духовом шкафу. Чтобы реализовать задуманное, кроме разогретой духовки понадобится ещё и противень. После нагревания сыпучей массы до необходимой температуры, воспользовавшись черпаком и строительной воронкой, её необходимо засыпать в полость ПВХ изделия. При этом следует помнить, что применять можно только металлическую воронку и такую же барьерную крышку.
После нагревания сыпучей массы до необходимой температуры, воспользовавшись черпаком и строительной воронкой, её необходимо засыпать в полость ПВХ изделия. При этом следует помнить, что применять можно только металлическую воронку и такую же барьерную крышку.
Наиболее простой способ разогреть трубу для сгибания — это насыпать внутрь нее горячий песок или соль
Важным нюансом при решении задачи, как сгибается ПВХ труба этим способом в домашних условиях, является определение достаточной для выполнения данного процесса температуры сыпучей массы. То, что она должна превышать 80˚С, сомнений не вызывает. В районе этой отметки поливинилхлорид начинает размягчаться. Данные, присутствующие в специальной литературе, посвящённой физическим свойствам этого материала, позволяют сделать следующий вывод: чтобы успешно согнуть трубы ПВХ, температура сыпучей массы должна быть в пределах .
Нагретую соль или песок высыпьте в трубу, предварительно надев на отверстие, которое будет располагаться снизу, барьерную крышку. Через несколько минут (конкретное время зависит от толщины стенок ПВХ изделия), выгните трубу до достижения требуемого угла изгиба. Делать это необходимо, не прикладывая особых усилий. Затем подставьте трубу под открытый водопроводный кран и начните охлаждать. Поскольку соль и песок характеризуются большой теплоёмкостью, процесс этот может растянуться на несколько минут, вплоть до десяти. Из остывшей трубы вытряхните сыпучую массу и промойте её полость струёй воды.
С помощью этого способа можно сгибать ПВХ трубную продукцию на 90 градусов. Причём поперечное сечение на участке изгиба сохраняет форму окружности.
Важно знать! Поливинилхлорид в холодном виде не опасен для здоровья человека. Однако он является канцерогенным веществом. Поэтому нагрев ПВХ труб выполняйте в респираторе и обеспечьте вентиляцию в помещении, где проводятся работы.
Вполне понятно, что с применением сыпучей массы можно также выпрямлять в домашних условиях ранее изогнутые трубы из поливинилхлорида.
В заключение стоит отметить, что специалисты советуют для сгиба или выравнивания использовать тот способ, который учитывает уровень давления рабочей среды в пластиковой инженерной коммуникации. Возникающая в ходе выполнения любой из этих процедур деформация не должна оказывать влияние на технические характеристики трубы, уменьшить её прочность и, в результате привести к снижению надёжности всего трубопровода.
Трубы ПНД — трубы, выполненные промышленным способом путем полимеризации полиэтилена под низким давлением. Благодаря этой методике трубы приобретают уникальные свойства, которые дают им несомненное конкурентное преимущество. Они применяются в водопроводных и канализационных системах и используются для транспортировки различных веществ.
Трубы ПНД перевозят в больших бухтах, которые напоминают большие скрученные в кольца. Для монтажа трубопровода изделие требуется грамотно разогнуть, чтобы не повредить и не деформировать его.
Особенности труб ПНД
Полимеризация трубных изделий придает им дополнительную устойчивость к коррозии и химическим воздействиям. ПНД трубы имеют небольшой вес и их удобно транспортировать и монтировать, они отличаются и надежностью и могут служить долгое время.
Пластиковые трубы низкого давления применяют для канализационных и водопроводных линиях, в том числе, для подачи питьевой воды и технических жидкостей.
Однако они уязвимы перед воздействием высоких температур, и уже при 800 C становятся мягкими, а при более высоких температурах превращаются в бесформенную пластическую массу.
Как и для чего сгибают трубы
Технология сгибания труб основана на свойствах полимера принимать любую форму под воздействием высоких температур.
Согнуть трубу требуется и для придания нужной формы изгиба при монтаже трубопровода, который может иметь различную конфигурацию, чтобы не использовать дополнительных соединительных деталей, можно просто придать трубе нужную форму, используя ее технические свойства.
Это достигается с помощью специального нагревательного оборудования в виде формовочной машины, строительного фена или газовой горелки:
- Принцип работы формовочной машины заключается в использовании специальной оправы из древесной плиты, в которую закрепляется труба, помещенная в созданную машиной силиконовую оболочку. Под нагреванием труба приобретает форму оправы. В течение 10 минут её охлаждают и затем вынимают и оставляют до полного остывания.
Это важно! Поверхность оправы тщательно шлифуют и зачищают от неровностей и дефектов, чтобы защитить трубу от возможных повреждений.
- Сгибание с помощью строительного фена или газовой горелки происходит схожим образом, но имеет свои особенности. Для процедуры также требуется форма из ДСП, в которой намечается нужная конфигурация изгибов. Затем труба в месте изгиба равномерно со всех сторон прогревается. Для этого её медленно вращают, стараясь обеспечить равномерное нагревание изделия. После чего в подготовленный шаблон помещают трубу и медленно и постепенно начинают сгибать ее под необходимым углом. При этом важно следить за тем, чтобы случайно не повредить трубу в точке изгиба. В таком виде оставляют изделие до полного остывания.
Обратите внимание! При слишком большом расстоянии горелки или фена от трубы размягчение будет недостаточным, что может привести к повреждению материала, а слишком близкое расположение оборудования чревато воспламенением полимера.
Способы и рекомендации по выпрямлению
Для монтажа наружных трубопроводов часто используются трубы диаметром не более 180 мм, которые к потребителю трубы чаще всего поступают в скрученном виде. Это позволяет монтировать линии без применения дополнительных соединительных элементов. Для этого требуется просто распрямить трубы. Существует несколько способов, выбор которых зависит от погодных условий и опыта мастера.
Специалисты рекомендуют учитывать при выпрямлении труб, что любая деформация или повреждение может негативно сказаться на работоспособности всего трубопровода.
Естественное выпрямление под лучами солнца
Проще всего это сделать летом, пластичность материала возрастает под лучами солнца и достаточно просто оставить трубу в расправленном состоянии на некоторое время, прочно закрепив концы, чтобы выпрямилась, и все заломы исчезли. Это самый бюджетный способ, который чаще всего применяется для монтажа линий.
Нагревание с помощью воды или воздуха
В холодное время года для нагрева трубы можно использовать горячую воду или целенаправленное воздействие теплого воздуха. Термообработка производится также, как в первом случае, только вместо солнечных лучей нагревание происходит с помощью орошения потоком горячей воды или обдувки разогретым воздухом.
Для монтажа больших линий применяют специальное оборудование в виде тележки с алюминиевым каркасом. Этот способ подходит для распрямления труб диаметром 14-20 мм. Вращающиеся валики мягко устраняют загибы.
Обратите внимание! Важно обратить внимание на выбор оборудования для нагревания. В идеале оно должно быть оснащено температурным регулировщиком или устройством для управления потоком воздуха, а также иметь возможность работать в нескольких режимах.
Многие умельцы используют для выпрямления труб не специальное оборудование, а подручные средства. Например, соль или песок. Разогретое вещество засыпают внутрь, один конец которой закрывают барьерной крышкой.
Таким образом труба разогревается и ей легко придать необходимую форму. Важно правильно рассчитать температуру сыпучей массы, она не должна превышать температуру, когда материал начинает превращаться в вязкую массу, т.е недопустимо превышение температурного воздействия выше 80°C.
Важно, чтобы воронка для засыпания песка или соли и барьерная крышка была выполнена из металла. Нельзя прикладывать для разгибания большие усилия, движения должны быть плавными, но не резкими.
После выпрямления охлаждают под струей холодной воды. Когда труба ПНД полностью остынет, ее освобождают от насыпного материала и промывают. Таким же способом можно как разогнуть трубу, так и согнуть ее при необходимости.
Когда труба ПНД полностью остынет, ее освобождают от насыпного материала и промывают. Таким же способом можно как разогнуть трубу, так и согнуть ее при необходимости.
Как выровнять пнд трубу
Трубы из пластика перевозятся в большинстве случаев нарезанными по размерам заготовками или округлыми бухтами, свитыми в кольца. В другом варианте для приведения к нормальному (расправленному) виду их понадобится вытягивать из скрутки, деформируя слежавшийся материал. При резком распрямлении при нормальных температурах они нередко повреждаются в районе сгиба. Благодаря этому важно разобраться с тем, как можно выровнять ПНД трубу, не нарушая структуры материала.
Свойства полимерных материалов
Такие красивые свойства изделий из полиэтилена как их крепость и упругость появляются лишь в условиях нормальных температур. При ее повышении приблизительно до +80-ти градусов полимерный материал становится мягким и вязким, из-за чего трубные заготовки можно свободно выгибать.
Стоит обратить внимание! Эта возможность базируется на технологии производства ПНД труб, при их производстве гранулы начального материала расплавляются при температуре около+130 градусов.
Это говорит о том, что выровнять трубы класса ПНД (без разрушения структуры основы) допускается при нагреве их до чуть меньших температур. При этом необходимо понимать, что последующее ее увеличение может привести к невозвратимым последствиям (к полному разрушению связей на молекулярном уровне).
Предлагаемые способы выпрямления заготовок ПНД базируются на вышеописанных свойствах и разрешают остерегаться плохих последствий.
Способы гибки (выпрямления)
Известно несколько вариантов, разрешающих распрямлять свитые в бухту трубные изделия. Одни из них предельно просты, однако допустимы лишь в конкретных условиях климата. Для реализации иных вариантов нужны материалы и инструменты, обеспечивающие их постепенное распрямление. В приводимом ниже списке данные способы перечисляются в порядке увеличения трудности:
В приводимом ниже списке данные способы перечисляются в порядке увеличения трудности:
- Нагрев труб из бухты под солнцем в жару (до 30 градусов), когда кольца размягчаются настолько, что их получается разматывать ручным способом и без подготовительной подготовки.
- Использование для их размягчения и выпрямления строительного фена.
- Прогрев изделий горячей водой, благодаря которой их структура приобретает эластичность и поддается деформации.
- Применение специализированного формовочного устройства в виде стенда с направляющими резиновыми катками, дающими возможность поровнять вытяжную систему из бухты.
Рассмотрим любой из этих вариантов более детально.
Выпрямление под нагревом
Первый из данных приемов ограниченный замечательно подходящими атмосферными условиями и используется реже. При его применении следует быть предельно осторожным и вытягивать трубу без лишней спешки, чтобы не повредить места сгиба.
В случае, когда для данной цели применяется фен строительный – работать с ним также необходимо очень осторожно, старясь не превысить предельно возможную температуру струйки (80 градусов). При разогреве феном следует держать его от бухты на определенном удалении и неторопливо переместить вдоль сгиба.
Для разогрева ПНД изделий горячей водой нужно в первую очередь приготовить кипяток, а потом залить его во внутренние пустоты бухты. При заливке он остынет приблизительно до 70-80-ти градусов и хорошо разогреет места сгибов.
Применение стендовых устройств
Выпрямить трубу полиэтиленовую низкого давления можно и при помощи механизмов, именно изготовленных для этого.
Стенд для разгибания
Стоит обратить внимание! К данному способу благоустройства собственного трубопровода прибегают при существенной длине скатанных в бухту труб и малом диаметре изгиба.
Присущие на нем крутящиеся валики разрешают при нагревании заготовок бережно смягчать резкие сгибы на коротких участках. Для комфорта пользования устройство располагается на тележке с прорезиненными колесиками.
Для комфорта пользования устройство располагается на тележке с прорезиненными колесиками.
«Народный» способ
В бытовых условиях, не имея рядом ни фена, ни горячей воды, трубы, сделанные под невысоким давлением выправить можно путем помещения в них разогретого вещества сыпучего типа.
Для реализации данного способа понадобится сделать следующие операции:
- В первую очередь готовится песочная или солевая смесь необходимой кондиции.
- Потом она сыпется в тряпичный мешочек и помещается в духовку с регулировкой температуры окружающей среды (она не должна быть больше 100 градусов).
- После нагрева смесь сыпется в изгиб трубной заготовки и оставляется там на какое то время, после этого приступаем к ее распрямлению.
Добавочная информация! На дачном участке заместь духовки можно взять любой подходящий противень, используемый для приготовления блюд на открытом огне.
Для засыпки горячей смеси лучше всего применять специализированный керамический черпак с железной воронкой, обеспечивающий удобство проведения всех операций.
Загрузка сыпучего материала
Подводя итог напомним, что при подборе возможного способа выравнивания ПНД труб предпочтение отдают варианту, при котором влияние на структуру материала минимально. Подобный подход особенно актуален для работы, потому как этим изделиям предстоит длительная работа в составе собранного собственными руками трубопровода.
Как выравнять трубу ПНД
Поставка пластиковых труб осуществляется отрезкам определённой длины либо бухтами. Будучи скрученными, изделия деформируются и приобретают форму колец. Поэтому важно знать не только, как согнуть пластиковую трубу, но и как её выпрямить. Ведь подобное изделие относится к той категории строительных материалов, которые при неправильном обращении очень легко повредить. Однако, зная особенности такой продукции, решить эти задачи можно и в домашних условиях.
Согнуть или выпрямить пластиковую трубу можно легко после ее нагрева, а для этого можно использовать строительный фен
Особенности полимера ПНД
Ключевой характеристикой полиэтилена низкого давления является хорошая упругость. Это свойство сохраняется при температуре материала . Если же ПНД нагреть до +80˚С, то он размягчится и станет более вязким, что обусловит снижение способности сопротивляться деформациям. Ещё повышать температуру допускается только на короткое время.
Необходимо учитывать, что трубы из полиэтилена низкого давления производятся при температуре +130˚С. Именно тогда сырьё приобретает структуру пластической массы. А при больших температурах изделия разрушаются без какого-либо внешнего механического воздействия. Отсюда вытекает ответ на вопрос, как выпрямляется ПНД труба или же сгибается: делается это путём её пластической деформации. Проще говоря, сначала изделие сильно нагревается, а затем ему придаётся необходимая форма.
Методы сгибания
Для того чтобы придать ПНД изделию конфигурацию с требуемыми параметрами, используются два способа:
- с помощью специальной формовочной машины;
- с помощью строительного фена.
Рассмотрим каждый из этих методов несколько подробнее.
В промышленных условиях нужную форму пластиковым трубам придают при помощи формовочных машин
Как сгибается ПНД труба при помощи формовочной машины
Сначала необходимо подготовить оправу. Этот аксессуар будет выполнять функцию защиты заготовки от повреждений. Делать оправу можно из обычной ДВП. Но при этом необходимо учитывать диаметр сгибаемой трубы.
Затем вам предстоит выполнить следующие операции:
- изготовить силиконовую оболочку. Она будет выполнять функцию крепления и защиты обрабатываемой детали;
- вставить в неё трубу и закрепить в заранее изготовленной оправе из ДВП;
- закрепить всю конструкцию в формовочном аппарате;
- далее полимерное изделие нагревается и собственно сгибается;
- после этого необходимо дать заготовке охладиться.

Совет ! Поверхность оправы должна быть ровной и не иметь каких-либо дефектов. Для этого хорошо её отшлифуйте наждачной бумагой.
Сгибаем ПНД трубу в домашних условиях при помощи строительного фена
И здесь сначала необходимо сделать оправу/шаблон из ДВП. Но следующие этапы отличаются.
- нагрейте избранное место строительным феном;
- для равномерного нагревания трубу медленно вращайте;
- установите размягчённую заготовку в заранее сделанный формовочный каркас;
- сгибайте трубу, прикладывая такое усилие, чтобы в точке деформации материал не разорвался. После того, как будет создан требуемый угол изгиба, оставьте изделие охлаждаться;
- снимите остывшую заготовку.
В качестве шаблона для гибки можно использовать гвозди или шурупы, размещенные полукругом на доске
Использование строительного фена требует соблюдения определённых правил. В частности, нагревая заготовку, будьте предельно внимательными. Значительная удалённость источника тепла от её поверхности станет причиной недостаточного размягчения полимера, что приведёт к неправильной деформации. С другой стороны, воздействие высоких температур, не говоря уже об открытом огне, может вызвать возгорание материала.
Разговор о том, как сгибается пластиковая труба в домашних условиях, был бы неполным без упоминания ещё одного способа. Речь идёт об обработке горячей жидкостью. Сразу следует сказать, что этот метод подходит для труб, диаметр которых меньше 50 мм. При незначительных объёмах работ, для разогрева небольшого участка ПНД трубы будет достаточно несколько литров горячей воды. Чтобы не получить ожоги, соблюдайте правила техники безопасности. В промышленности процедура нагрева осуществляется в специальных ваннах. При этом температура содержащейся там жидкости составляет +135˚С.
Как выпрямляется труба ПНД своими руками
Самый бюджетный вариант выпрямления ПНД элементов строящегося трубопровода можно реализовать летом. Собственно, в эту пору года и производится большинство работ по прокладке инженерных коммуникаций загородных коттеджей. В этом случае можно просто растянуть трубы на приусадебном участке, крепко зафиксировав концы и оставить их под солнечными лучами на некоторое время. Заломы, которые возникли при транспортировке и хранении, скоро исчезнут.
Собственно, в эту пору года и производится большинство работ по прокладке инженерных коммуникаций загородных коттеджей. В этом случае можно просто растянуть трубы на приусадебном участке, крепко зафиксировав концы и оставить их под солнечными лучами на некоторое время. Заломы, которые возникли при транспортировке и хранении, скоро исчезнут.
Для выпрямления трубы ПНД ее слегка растягивают при укладке вручную или при помощи техники
Конечно же, специально дожидаться лета, и затягивать строительство трубопровода по причине изогнутости входящих в него элементов – это неоправданное расточительство времени. Если на улице уже холодно, то, чтобы выпрямить изогнутые участки, необходимо растянуть трубы так же, как и летом, но воздействовать на них тёплой водой или горячим воздухом. Вместе с тем, при значительной протяженности коммуникации профессионалы рекомендуют использовать специальное приспособление – тележку с алюминиевым каркасом. С её помощью можно выпрямить трубы с диаметром 14 ≤ D ≤ 20 мм. Загибы устраняются при помощи вращающихся валиков, а прорезиненные колёса обеспечивают удобство перемещения.
Полезно знать! Для выпрямления заготовки небольшой длины можно нагревать отдельные её участки.
При выборе наиболее подходящего оборудования, отдавайте предпочтение тому образцу, который имеет:
- возможность регулировки температуры;
- несколько режимов работы;
- устройство управления потоком воздуха.
Правильно подобрав оборудование, вы сможете не просто придавать ПНД трубам необходимую конфигурацию, но и, практически, отказаться от использования фитингов.
Как сгибается труба ПВХ в домашних условиях
Уж коль скоро речь зашла о способах гнутья и выпрямления пластиковых труб, для полноты рассмотрения данного вопроса стоит упомянуть и ПВХ изделия. Многие домашние мастера обходятся в данном случае без дополнительного оборудования. Для сгибания ПВХ изделия они разогревают сыпучий материал (песочную или солевую массу) в духовом шкафу. Чтобы реализовать задуманное, кроме разогретой духовки понадобится ещё и противень. После нагревания сыпучей массы до необходимой температуры, воспользовавшись черпаком и строительной воронкой, её необходимо засыпать в полость ПВХ изделия. При этом следует помнить, что применять можно только металлическую воронку и такую же барьерную крышку.
Чтобы реализовать задуманное, кроме разогретой духовки понадобится ещё и противень. После нагревания сыпучей массы до необходимой температуры, воспользовавшись черпаком и строительной воронкой, её необходимо засыпать в полость ПВХ изделия. При этом следует помнить, что применять можно только металлическую воронку и такую же барьерную крышку.
Наиболее простой способ разогреть трубу для сгибания — это насыпать внутрь нее горячий песок или соль
Важным нюансом при решении задачи, как сгибается ПВХ труба этим способом в домашних условиях, является определение достаточной для выполнения данного процесса температуры сыпучей массы. То, что она должна превышать 80˚С, сомнений не вызывает. В районе этой отметки поливинилхлорид начинает размягчаться. Данные, присутствующие в специальной литературе, посвящённой физическим свойствам этого материала, позволяют сделать следующий вывод: чтобы успешно согнуть трубы ПВХ, температура сыпучей массы должна быть в пределах .
Нагретую соль или песок высыпьте в трубу, предварительно надев на отверстие, которое будет располагаться снизу, барьерную крышку. Через несколько минут (конкретное время зависит от толщины стенок ПВХ изделия), выгните трубу до достижения требуемого угла изгиба. Делать это необходимо, не прикладывая особых усилий. Затем подставьте трубу под открытый водопроводный кран и начните охлаждать. Поскольку соль и песок характеризуются большой теплоёмкостью, процесс этот может растянуться на несколько минут, вплоть до десяти. Из остывшей трубы вытряхните сыпучую массу и промойте её полость струёй воды.
С помощью этого способа можно сгибать ПВХ трубную продукцию на 90 градусов. Причём поперечное сечение на участке изгиба сохраняет форму окружности.
Важно знать! Поливинилхлорид в холодном виде не опасен для здоровья человека. Однако он является канцерогенным веществом. Поэтому нагрев ПВХ труб выполняйте в респираторе и обеспечьте вентиляцию в помещении, где проводятся работы.

Вполне понятно, что с применением сыпучей массы можно также выпрямлять в домашних условиях ранее изогнутые трубы из поливинилхлорида.
В заключение стоит отметить, что специалисты советуют для сгиба или выравнивания использовать тот способ, который учитывает уровень давления рабочей среды в пластиковой инженерной коммуникации. Возникающая в ходе выполнения любой из этих процедур деформация не должна оказывать влияние на технические характеристики трубы, уменьшить её прочность и, в результате привести к снижению надёжности всего трубопровода.
Трубы ПНД — трубы, выполненные промышленным способом путем полимеризации полиэтилена под низким давлением. Благодаря этой методике трубы приобретают уникальные свойства, которые дают им несомненное конкурентное преимущество. Они применяются в водопроводных и канализационных системах и используются для транспортировки различных веществ.
Трубы ПНД перевозят в больших бухтах, которые напоминают большие скрученные в кольца. Для монтажа трубопровода изделие требуется грамотно разогнуть, чтобы не повредить и не деформировать его.
Особенности труб ПНД
Полимеризация трубных изделий придает им дополнительную устойчивость к коррозии и химическим воздействиям. ПНД трубы имеют небольшой вес и их удобно транспортировать и монтировать, они отличаются и надежностью и могут служить долгое время.
Пластиковые трубы низкого давления применяют для канализационных и водопроводных линиях, в том числе, для подачи питьевой воды и технических жидкостей.
Однако они уязвимы перед воздействием высоких температур, и уже при 800 C становятся мягкими, а при более высоких температурах превращаются в бесформенную пластическую массу.
Как и для чего сгибают трубы
Технология сгибания труб основана на свойствах полимера принимать любую форму под воздействием высоких температур.
Согнуть трубу требуется и для придания нужной формы изгиба при монтаже трубопровода, который может иметь различную конфигурацию, чтобы не использовать дополнительных соединительных деталей, можно просто придать трубе нужную форму, используя ее технические свойства.
Это достигается с помощью специального нагревательного оборудования в виде формовочной машины, строительного фена или газовой горелки:
- Принцип работы формовочной машины заключается в использовании специальной оправы из древесной плиты, в которую закрепляется труба, помещенная в созданную машиной силиконовую оболочку. Под нагреванием труба приобретает форму оправы. В течение 10 минут её охлаждают и затем вынимают и оставляют до полного остывания.
Это важно! Поверхность оправы тщательно шлифуют и зачищают от неровностей и дефектов, чтобы защитить трубу от возможных повреждений.
- Сгибание с помощью строительного фена или газовой горелки происходит схожим образом, но имеет свои особенности. Для процедуры также требуется форма из ДСП, в которой намечается нужная конфигурация изгибов. Затем труба в месте изгиба равномерно со всех сторон прогревается. Для этого её медленно вращают, стараясь обеспечить равномерное нагревание изделия. После чего в подготовленный шаблон помещают трубу и медленно и постепенно начинают сгибать ее под необходимым углом. При этом важно следить за тем, чтобы случайно не повредить трубу в точке изгиба. В таком виде оставляют изделие до полного остывания.
Обратите внимание! При слишком большом расстоянии горелки или фена от трубы размягчение будет недостаточным, что может привести к повреждению материала, а слишком близкое расположение оборудования чревато воспламенением полимера.
Способы и рекомендации по выпрямлению
Для монтажа наружных трубопроводов часто используются трубы диаметром не более 180 мм, которые к потребителю трубы чаще всего поступают в скрученном виде. Это позволяет монтировать линии без применения дополнительных соединительных элементов. Для этого требуется просто распрямить трубы. Существует несколько способов, выбор которых зависит от погодных условий и опыта мастера.
Специалисты рекомендуют учитывать при выпрямлении труб, что любая деформация или повреждение может негативно сказаться на работоспособности всего трубопровода.
Естественное выпрямление под лучами солнца
Проще всего это сделать летом, пластичность материала возрастает под лучами солнца и достаточно просто оставить трубу в расправленном состоянии на некоторое время, прочно закрепив концы, чтобы выпрямилась, и все заломы исчезли. Это самый бюджетный способ, который чаще всего применяется для монтажа линий.
Нагревание с помощью воды или воздуха
В холодное время года для нагрева трубы можно использовать горячую воду или целенаправленное воздействие теплого воздуха. Термообработка производится также, как в первом случае, только вместо солнечных лучей нагревание происходит с помощью орошения потоком горячей воды или обдувки разогретым воздухом.
Для монтажа больших линий применяют специальное оборудование в виде тележки с алюминиевым каркасом. Этот способ подходит для распрямления труб диаметром 14-20 мм. Вращающиеся валики мягко устраняют загибы.
Обратите внимание! Важно обратить внимание на выбор оборудования для нагревания. В идеале оно должно быть оснащено температурным регулировщиком или устройством для управления потоком воздуха, а также иметь возможность работать в нескольких режимах.
Многие умельцы используют для выпрямления труб не специальное оборудование, а подручные средства. Например, соль или песок. Разогретое вещество засыпают внутрь, один конец которой закрывают барьерной крышкой.
Таким образом труба разогревается и ей легко придать необходимую форму. Важно правильно рассчитать температуру сыпучей массы, она не должна превышать температуру, когда материал начинает превращаться в вязкую массу, т.е недопустимо превышение температурного воздействия выше 80°C.
Важно, чтобы воронка для засыпания песка или соли и барьерная крышка была выполнена из металла. Нельзя прикладывать для разгибания большие усилия, движения должны быть плавными, но не резкими.
После выпрямления охлаждают под струей холодной воды. Когда труба ПНД полностью остынет, ее освобождают от насыпного материала и промывают. Таким же способом можно как разогнуть трубу, так и согнуть ее при необходимости.
Когда труба ПНД полностью остынет, ее освобождают от насыпного материала и промывают. Таким же способом можно как разогнуть трубу, так и согнуть ее при необходимости.
Сварка и соединение труб из ПНД
Сварка труб из ПНД— это процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе стыковой сварки, сварки муфт, седловой сварки или электросварки.
Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на квадратных концах соединяемых труб из ПНД. По истечении указанного времени нагревательная пластина снимается; кусочки складываются и охлаждаются под давлением.Стыковой сваркой можно соединить 2 трубы или трубу с фитингом.
Максимальное время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36 дюйма | 8 секунд |
| > 0,3–0,55 дюйма | 10 секунд |
| > 0,55–1,18 дюйма | 15 секунд |
| > 1,18–2,5 дюйма | 20 секунд |
| > 2.5–4,5 дюйма | 25 секунд |
Размер расплава
| Толщина стенки трубы | Размер валика расплава |
|---|---|
| ≤ 0,15 дюйма | 1/32 дюйма — 1/16 дюйма |
| 0,15–0,30 дюйма | 1/16 ” |
| 0,30–0,75 дюйма | 1/8 дюйма — 3/16 дюйма |
| 0,75–1,15 дюйма | 3/16 дюйма — 1/4 дюйма |
| > 1.15–1,60 дюйма | 1/4 дюйма — 5/16 дюйма |
| 1,60 дюйма — 2,20 дюйма | 5/16 дюйма — 7/16 дюйма |
| 2,20–3,00 дюйма и больше | 7/16 дюйма — 9/16 дюйма |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе.Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе.Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Время нагрева / охлаждения Socket Fusion — сплавлен с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 7-8 сек | 30 сек |
| 3/4 дюйма CTS | 5-6 сек | 30 сек |
| 1 ”CTS | 9-10 сек | 30 сек |
| ½ ”IPS | 5-6 сек | 30 сек |
| ¾ ”IPS | 8-10 сек | 30 сек |
| 1 дюйм IPS | 10-12 сек | 30 сек |
| 1-1 / 4 ”IPS | 12-14 сек | 45 секунд |
| 1-1 / 2 ”IPS | 12-14 сек | 45 секунд |
| 2 дюйма IPS | 16-20 сек | 45 секунд |
| 3 дюйма IPS | 20-25 сек | 60 сек |
| 4 дюйма IPS | 25-30 сек | 60 сек |
Время нагрева / охлаждения Socket Fusion — сплавлен с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 8-10 сек | 30 сек |
| 3/4 дюйма CTS | 10-12 сек | 30 сек |
| 1 ”CTS | 12-14 сек | 30 сек |
| ½ ”IPS | 8-10 сек | 30 сек |
| ¾ ”IPS | 12-14 сек | 30 сек |
| 1 дюйм IPS | 14-16 сек | 30 сек |
| 1-1 / 4 ”IPS | 18-20 сек | 60 сек |
| 1-1 / 2 ”IPS | 18-20 сек | 60 сек |
| 2 дюйма IPS | 20-26 сек | 60 сек |
| 3 дюйма IPS | 25-30 сек | 75 сек |
| 4 дюйма IPS | 30-35 сек | 75 сек |
Седло Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы. Затем фитинг трубопровода находится под давлением.
Затем фитинг трубопровода находится под давлением.
Время нагрева и охлаждения
| Размер трубы / тонкость> | Макс. Время нагрева | Мин. Время охлаждения |
|---|---|---|
| 1-1 / 4 ”IPS | Рисунок расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 5 мин. + 30 мин. |
| 2 дюйма IPS | Рисунок расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 10 мин + 30 мин / сут> |
| 3 ”IPS & Greater | Рисунок расплава 1/16 дюйма на основании фитинга. | 10 мин. + 30 мин. |
Электросварка
Электросварка — соединяет трубы и фитинги с помощью специальных фитингов, в которые встроен резистивный провод, который обеспечивает плавление соединения. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и плавя внутреннюю часть фитинга и внешнюю часть стенки трубы.
Основы сварки ПНД
При соединении любых труб HDPE друг с другом или с фитингами важно помнить:
- Соответствующее обучение инструментам и оборудованию, используемому при сварке труб из ПНД.
- Нагревательные пластины должны быть чистыми и в исправном рабочем состоянии. Их следует нагреть до нужной температуры в зависимости от типа выполняемого шва.
- Стыковая сварка / сварка плавлением — 400 ° F — 450 ° F
- Socket Fusion: 490 ° F — 510 ° F
- Соединение седла / боковины: 490 ° F — 510 ° F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- На трубах не должно быть недопустимых порезов, бороздок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное убежище, чтобы исключить проблемы из-за ветра и ненастной погоды.
- Сделайте S-образную кривую между бухтами при использовании бухт и дайте втянутым трубам несколько часов для восстановления после растягивающего напряжения.

Несварные соединения
В некоторых случаях предпочтительны несварные соединения.Системы соединения позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных помещениях, таких как люки. У нас есть несколько различных марок муфт из HDPE.
- Муфты Shur Lock были испытаны давлением воздуха до более 125 фунтов на квадратный дюйм, и их способность выдерживать давление до 20 футов. Они используются для соединения полиэтилена высокой плотности с трубой из ПВХ с помощью муфты и 2 внешних ленточных зажимов
- Муфты E-Loc позволяют переходить с трубы HDPE на стальную резьбовую или ПВХ трубу.Они были испытаны воздухом и водой под давлением 2000 фунтов на квадратный дюйм, но не должны использоваться для вытягивания в процессе бурения.
- Муфты Com Fit используются для соединения кабельных каналов HDPE. Они позволяют вставлять концы труб в муфту, создавая соединение, которое испытывается давлением 230 фунтов на квадратный дюйм.
Сварка труб ПНД | Идеи Обсуждения Безопасности
Участники могут щелкнуть здесь, чтобы загрузить версию этого выступления без рекламы!
Сварка труб ПНД (стыковая сварка) Обсуждение безопасности Сварка труб из ПНДшироко используется во многих отраслях промышленности.Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Что такое сварка ПНД?Сварка HDPE — это процесс, используемый для сварки труб из HDPE. Существуют различные типы сварки, включая сварку в седле или втулку, но в этом докладе мы поговорим о стыковой сварке.Как указано выше, реальные машины сильно различаются по конструкции и использованию, но в целом процесс остается неизменным.
Для стыковой сварки в станок загружаются два отдельных куска трубы, а режущая поверхность вращается и обрезает оба конца трубы, создавая гладкую кромку для надлежащего соединения. Затем трубы соприкасаются с нагревательной пластиной, обычно нагретой до не менее 400 градусов по Фаренгейту, но фактическая температура может варьироваться в зависимости от толщины стенки и размера трубы. После нагрева трубы с силой прижимаются друг к другу, образуя соединительное соединение между двумя трубами.
Опасности, связанные со сваркой ПНДПроцесс стыковой сварки труб из ПНД сопряжен с множеством опасностей. Некоторые из основных опасностей включают:
- Пострадавший и застрявший в перерывах между происшествиями. Часто сотни футов трубы соединяются вместе. Необходимо использовать такое оборудование, как фронтальные погрузчики или экскаваторы, чтобы поднять и протянуть трубу на место для плавления или установки в месте окончательного упокоения. Это создает множество различных возможностей для возникновения сбоев, попаданий в ловушку или между инцидентами.
- Накопленная энергия. При перемещении трубы помните о накопленной энергии в трубе. Накопленная энергия может быть опасной для персонала в этой зоне, если она высвобождается, создавая опасность поражения. Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
- Точки защемления. Существует множество опасностей защемления, связанных с этой задачей между подъемом и монтажом трубы до фактической сварки.
- Прочие травмы кисти . Из-за нагревательной пластины и режущей поверхности могут возникнуть ожоги и порезы.
- Деформации и растяжения. Подъем труб большой длины или тяжелых деталей из сварочного аппарата может привести к растяжениям и травмам. Небольшие машины требуют ручного нажатия на рычаги, что может привести к повторяющимся травмам от напряжения.
- Всегда имейте надлежащую подготовку и знания для работы с конкретным сварочным аппаратом, который вы используете. Каждый сварщик индивидуален и может представлять разные опасности.
- Никогда не подставляйте руки или тело на линию огня внутри машины.Даже если машина «выключена», влезть в нее, чтобы извлечь стружку из обрезанной трубы, может быть фатальной ошибкой. Используйте предмет или инструмент, чтобы удалить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
- При подъеме и перемещении трубы убедитесь, что все люди и оборудование находятся вне зоны огня. Всегда помните, куда пойдет труба, если ее уронят или накопленная энергия высвободит; если вы находитесь в этих областях, двигайтесь.
- Никогда не пытайтесь поднимать тяжелые или неудобные предметы в одиночку.Используйте тяжелое оборудование, чтобы полностью устранить эту опасность, или привлеките коллегу для помощи в перемещении управляемого объекта.
- Не прикасайтесь руками и телом к трубе, когда оборудование перемещает ее. Между трубой и машиной имеется множество точек защемления в любое время, когда ее ставят на место.
- Блокировка рабочей зоны для контроля ненужного движения в зоне.
Есть много других опасностей и мер предосторожности, которые следует учитывать при выполнении этой задачи.Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Вопрос для обсуждения: Какие еще опасности и передовой опыт нам необходимо учитывать при выполнении нашей задачи по сварке HDPE?
Соединение полиэтилена — Vinidex Pty Ltd
Соединение полиэтиленовое
Полиэтиленовые трубы Vinidex производятся в диапазоне диаметров от 16 мм до 1000 мм, и эти трубы можно соединять различными способами.
Методы включают механические соединения и ряд процедур термической сварки. Природа полиэтиленовых материалов не позволяет использовать системы на основе клея.
Процессы термического синтеза
Термическое плавление включает нагревание полиэтиленового материала на стыковых поверхностях, сближение расплавленных поверхностей под строго контролируемым давлением и удержание поверхностей вместе до тех пор, пока стык не остынет.
Во всех процессах термической сварки соединение труб на месте должно выполняться только обученными операторами сварки с использованием надлежащим образом обслуживаемых и откалиброванных сварочных аппаратов.
Перед сваркой необходимо убедиться в совместимости материалов PE с плавлением, а в случае сомнений следует обратиться за советом к инженерам Vinidex.
стыковой сплав
Стыковая сварка обычно применяется для полиэтиленовых труб размером от 90 до 1000 мм для соединений труб, фитингов и обработки концов. Стыковая сварка обеспечивает однородное соединение с такими же свойствами, что и материалы труб и фитингов, и способность выдерживать продольные нагрузки.
Машины для стыковой сварки должны быть достаточно прочными для выравнивания и создания давления на концах труб в пределах жестких допусков, а также для обеспечения нагрева и создания давления на стыковые поверхности в пределах требуемых допусков параметров.
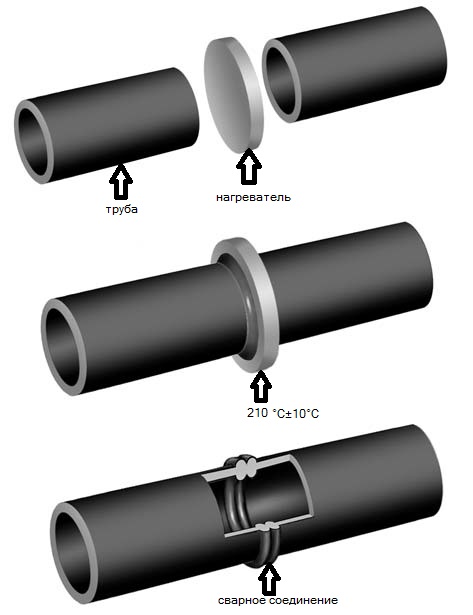
Процесс стыковой сварки состоит из следующих этапов, которые в принципе показаны на рисунке.
Трубы должны быть установлены в сварочный аппарат, а концы очищены спиртом, не оставляющим отложений, для удаления всей грязи, пыли, влаги и жирных пленок в зоне примерно 75 мм от конца каждой трубы, как внутри, так и снаружи. диаметр граней.
- Концы труб обрезаются вращающимся ножом для удаления всех шероховатых концов и слоев окисления.Обрезанные торцы должны быть квадратными и параллельными.
- Концы полиэтиленовых труб нагреваются путем контакта под давлением с пластиной нагревателя. Пластины нагревателя должны быть чистыми, свободными от загрязнений и поддерживаться в пределах указанного диапазона температур поверхности. Контакт сохраняется до тех пор, пока вокруг концов трубы не установится равномерный нагрев, а затем контактное давление снизится до более низкого значения, называемого давлением теплового выдерживания. Затем контакт поддерживается до тех пор, пока не истечет соответствующее время выдержки при нагревании.
- Затем нагретые концы труб втягиваются, а пластина нагревателя снимается. Затем нагретые концы полиэтиленовых труб соединяются и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
Ни в коем случае нельзя опрыскивать стыки холодной водой.
Допустимые сочетания времени, температуры и давления зависят от марки полиэтилена, диаметра и толщины стенок труб, а также марки и модели используемого сварочного аппарата. Инженеры Vinidex могут дать рекомендации по этим параметрам.
Последние сварные швы должны быть полностью перевернуты, без точечной коррозии и пустот, правильного размера и без обесцвечивания.
При правильном выполнении минимальная долговременная прочность стыкового соединения должна составлять 90% прочности исходной полиэтиленовой трубы.
Параметры стыковой сварки
| Зона 1 | Начальное давление валика P1 Время T1 | кПа Секунды (мин) |
|---|---|---|
| Зона 2 | Давление выдержки при нагревании P2 Время T2 | кПа Секунды (мин) |
| Зона 3 | Изменение во времени T3 | секунды (макс.) |
| Зона 4 | Повышение давления при сварке Давление при сварке P3 Время сварки / охлаждения T5 | Секунды (мин) кПа Минуты |
Для получения дополнительной информации о параметрах стыковой сварки см. Отраслевое руководство PIPA POP003 — Рекомендуемые параметры стыковой сварки полиэтиленовых труб и фитингов.
В полевых условиях должны регистрироваться полные записи контроля качества времени, температуры и давления, достигнутые для всех соединений, а места сварных швов должны быть указаны на планах строительной площадки.
Разрушающие и / или неразрушающие испытания также могут проводиться для подтверждения приемлемого качества соединений.
Сварные валики обычно оставляют на месте на участке трубы, если только не требуется их снимать с внешнего диаметра, чтобы обеспечить возможность скольжения, или с внутреннего диаметра, чтобы предотвратить потенциальную блокировку материала в канализационных трубопроводах.
Электросварка
Электросварная система Vinidex PE состоит из формованных муфт, опор и фитингов с электрическими элементами, содержащимися в фитинге.
Когда через провод сопротивления пропускают контролируемый электрический ток, происходит повышение температуры, в результате чего тепло передается к соединяемым поверхностям до тех пор, пока не произойдет плавление. Поверхности стыка выдерживают под давлением до охлаждения.
Для электромуфтовых фитингов Vinidexтребуется аппарат для электромуфтовой сварки, способный сканировать штрих-коды.Штрих-код фитинга содержит параметры сварки, необходимые для успешного завершения процесса сварки. Электропитание должно быть 240 В, 50 Гц, однофазное. Если используется генератор, обратитесь за технической консультацией относительно требований к минимальному размеру, поскольку они зависят от мощности, необходимой для фитинга .
В электросварных фитингахVinidex используются соединительные штифты диаметром 4,0 мм.
Блоки управления электросваркой нельзя использовать во взрывоопасных средах.В глубоких траншеях, туннелях или горных выработках для источника питания может потребоваться разрешение местной электроэнергетической компании.
Все электромуфтовые соединения должны выполняться под подходящим навесом, чтобы защитить трубы, фитинги и оборудование от неблагоприятных погодных условий и предотвратить загрязнение пылью, влагой и грязью.
Ниже приводится обзор этапов процесса электромуфтовой сварки.
- Отрежьте трубы квадратом и отметьте трубы на длине, равной глубине раструба.
- Снимите отмеченный участок втулки трубы, чтобы удалить все окисленные слои полиэтилена на требуемую глубину. Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.
- Оставьте электросварные фитинги в герметичном пластиковом пакете до тех пор, пока они не понадобятся для сборки. Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.
- Вставьте трубу в муфту до контрольных меток.Убедитесь, что трубы закруглены, а при использовании полиэтиленовых труб в бухтах могут потребоваться скругляющие зажимы для удаления овальности. Зажмите узел шарнира.
- Подключите электрическую цепь и следуйте инструкциям для конкретного блока управления мощностью. Не меняйте стандартные условия сварки для конкретного размера и типа фитинга.
- Оставьте соединение в зажиме в сборе до полного охлаждения.
Ресурсы
Руководство по установке электромуфты Vinidex Friatec (PDF)
Как установить электромуфту Friatec (видео)
Как установить седло для электромуфтовой сварки Friatec на полиэтиленовой трубе (видео)
Как установить вакуумное седло Friatec XL для электросварки (видео) Сборка
муфт Friatec (видео)
Более подробные инструкции по электросварке см. В Отраслевом руководстве PIPA POP001 — Электросварное соединение полиэтиленовых труб и фитингов для работы под давлением
Компрессионные фитинги
Компрессионные фитинги — это механические фитинги, которые могут использоваться для соединения полиэтиленовых труб размером до DN110.Соединения, выполненные с помощью компрессионных фитингов, легко разбираются
ресурса
Руководство по установке метрических компрессионных фитингов Vinidex Philmac (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac для сельских районов (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac Safelok (PDF)
Концы с фланцами
Полиэтиленовые трубы Vinidex снабжены фланцевыми соединениями с использованием концов полиэтиленовых заглушек, соединенных с концами труб электромуфтовой сваркой или стыковой сваркой.
Они используются в сочетании с металлическими опорными пластинами и резиновыми или волокнистыми уплотнительными прокладками для обеспечения разъемного соединения. Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от перекачиваемой жидкости.
При перевозке горячих жидкостей или химических реагентов необходимо определить пригодность материала уплотнительной прокладки и получить рекомендации инженеров Vinidex. Уплотнительные прокладки должны быть чистыми и не иметь складок при установке на фланцевом узле.
Фланцыдоступны для всего диапазона размеров полиэтиленовых труб Vinidex (диаметром до 1000 мм) и для того же номинального давления PN, что и трубы.
Металлические опорные пластины доступны в горячеоцинкованном виде и имеют толщину в соответствии с AS 2129 и AS 4087 в зависимости от требований. Толщина металлической опорной пластины должны быть оценены для рабочих давлений в каждом конкретном трубопроводе с использованием требований AS 2129 и AS 4087.
См. Также Промышленное руководство PIPA POP007 — Металлические опорные фланцы для использования с фланцевыми переходниками из полиэтилена
Крепежные болты должны быть равномерно затянуты вокруг фланца.Болты не должны быть более затянуты, и динамометрический ключ должен быть использован для предотвращения потери устойчивости металлических опорной пластины.
Нитки
Нарезание ниток не рекомендуется.
Если используются резьбовые соединения, то:
- В качестве герметика следует использовать только ленту из ПТФЭ. Использование конопли, пасты и нефтяных смесей запрещено.
- Соединение следует затянуть вручную или с помощью ленточного ключа, чтобы предотвратить чрезмерное натяжение соединения. Ключи с зубчатыми губками использовать нельзя.
- По возможности, трубопроводная система должна быть спроектирована таким образом, чтобы резьбовые соединения полиэтилен / металл были такими, чтобы наружная резьба была из полиэтилена, а внутренняя резьба — из металла.
Forego fusion: новые методы соединения труб из полиэтилена высокой плотности
Труба из полиэтилена высокой плотности (HDPE) полезна в нефтегазовой отрасли, поскольку она обеспечивает гибкость, долговечность и стойкость к истиранию с меньшими затратами, чем стальные трубы с футеровкой. Сплавление, считающееся стандартным методом соединения полиэтилена высокой плотности, создает серьезные проблемы в неидеальных условиях.Промышленность искала альтернативы, и производители предложили различные методы механического соединения. Тем не менее, ни один из этих методов не использовался в качестве основного, и методы, по большей части, оставались специальными суставами.
Недавно были представлены новые варианты механического соединения, которые обещают стать реальной альтернативой плавлению. В этой статье мы рассмотрим механику и общие преимущества новой технологии по сравнению с синтезом.
Недостатки сварки
Многие промышленные рынки все чаще выбирают трубы из полиэтилена высокой плотности из-за преимуществ, которые они приносят по сравнению с такими материалами, как сталь, цемент, ПВХ и другие пластмассы.Производители отвечают на спрос трубами все большего диаметра; на момент написания статьи HDPE доступен в диаметрах до 72 дюймов. Тепловая сварка, наиболее распространенный метод соединения труб из полиэтилена высокой плотности, заключается в нагревании двух концов труб и их прижатии друг к другу, создавая неразъемное соединение, которое превращает отдельные секции трубы в единую непрерывную линию. Fusion создает высокопрочные и надежные соединения, но этот процесс сопряжен с рядом проблем.
Есть четыре основных вопроса, связанных со слиянием.Первое относится к оборудованию. Капитальные затраты на оборудование для термоядерного синтеза могут составлять от десятков тысяч до сотен тысяч долларов. Оборудование, предназначенное для соединения больших размеров, может стоить полмиллиона. Для работы с таким специализированным оборудованием требуются обученные или сертифицированные бригады. Доступность оборудования также может быть проблемой.
Вторая трудность заключается в том, что процесс термоядерного синтеза зависит от погодных условий. Присутствие влаги, будь то дождь, снег, пот или конденсат, создает загрязнения в процессе сварки, которые могут повредить соединение.В результате при сварке в суровых условиях требуются защитные палатки или чехлы. Атмосферные условия также влияют на совместное время; в Канаде, например, в середине зимы процесс обогрева занимает больше времени. В более теплом климате охлаждение трубы после установки предохранителя может занять больше времени.
Подтверждение целостности суставов — третий вопрос. Неправильно проплавленное соединение может иметь такой же вид, как и правильно проплавленное соединение, и, в отличие от рентгеновских лучей для стальной трубы, не существует метода подтверждения для пластиковой трубы, кроме ввода системы в эксплуатацию.Институт пластиковых труб (PPI) осознал эту проблему и созвал рабочую группу для определения способов проверки сварных соединений.
Наконец, полиэтиленовые трубопроводные системы имеют тенденцию соединяться с другими типами материалов: например, с бетоном, сталью или ПВХ. Fusion нельзя использовать для соединения HDPE с другими материалами, поэтому необходимы переходные методы соединения.
Эти проблемы побудили многих нефтегазовых операторов искать альтернативные методы присоединения. До недавнего времени их возможности были ограничены.
Методы механического соединения
Самые последние достижения в области соединения труб из полиэтилена высокой плотности включают механические муфты с пазами и гладкими концами. Муфты с гладким концом, разработанные для труб из ПНД малого диаметра, надеваются на конец трубы как полностью собранный блок, соединяются со вторым концом трубы и затягиваются для завершения установки. Муфты содержат ограничительные кольца из нержавеющей стали, которые входят в наружную стенку трубы по окружности трубы при затягивании сегментов корпуса муфты, создавая зацепление на 360 градусов.Контакт металл-металл с контактной площадкой болта обеспечивает визуальное подтверждение правильности сборки.
Труба HDPE также может быть соединена с помощью муфт с пазами, как правило, для труб большего диаметра. Корпус муфты входит в канавки, обработанные на концах труб, но по две канавки на каждом конце трубы вместо одной. Процесс сборки включает в себя размещение прокладки вокруг соединения, размещение сегментов корпуса муфты над прокладкой так, чтобы шпонки вошли в пазы, а затем вставку и затяжку крепежных деталей для завершения установки.Как и муфты с гладким концом, муфты с пазами также обеспечивают визуальное подтверждение правильности установки.
Механические муфты с пазами и гладкими концами обеспечивают быстрый, простой и независимый от погодных условий монтаж, а также характеристики, которые соответствуют или превосходят возможности сварки.
Муфты могут быть установлены до 10 раз быстрее, чем сплавление стыков. Здесь нет времени на настройку оборудования или подготовку, а время совместного завершения не зависит от атмосферных условий. В то время как плавление может продлить установку вертикальных систем, механические муфты можно легко установить как в вертикальном положении, так и в ограниченном пространстве.Муфты также сокращают время технического обслуживания — например, замены фитинга — поскольку их можно разобрать и снять с трубы, а затем легко снова собрать после завершения работы.
Помимо быстрой установки, механические муфты также упрощают сборку, поскольку не требуется специального оборудования или инструментов — только торцевой гаечный ключ или ударный пистолет. Нет необходимости отправлять персонал для обучения или привлекать сертифицированные бригады для работы с термозакрепительным оборудованием.
Погода не является проблемой для механических муфт; их можно укладывать под дождем или солнечным светом и при экстремальных температурах, не влияя на время соединения.В защитных палатках нет необходимости, так как вода не нарушает целостность суставов.
Способность механических соединений соответствовать эксплуатационным характеристикам плавленых соединений традиционно была компромиссом для такой технологии; однако последние достижения показывают, что это меняется. Например, новые муфты из полиэтилена высокой плотности от Victaulic соответствуют или превосходят рабочие характеристики трубы из полиэтилена высокой плотности, включая рабочее давление, требования к концевым нагрузкам на растяжение и требования к минимальному радиусу изгиба. Это означает, что трубу можно толкать, тянуть и подвергать колебаниям температуры и давления, не беспокоясь о том, что стыки разорвутся.
Сплавление уже давно является стандартным методом соединения труб из полиэтилена высокой плотности, но новые методы механического соединения оказались многообещающими, поскольку они позволяют быстрее и проще соединять полиэтилен высокой плотности без ущерба для рабочих характеристик. Будущее почти наверняка принесет больше технологических достижений в этой области, которые могут изменить способ, которым отрасль присоединяется к трубам из ПНД, установив новый стандарт.
Стыковая сварка пластмасс плавлением
Стыковая сварка плавлением — так называется сварка горячим листом термопластичных труб.Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «буртиком вверх», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени. За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются.Время, необходимое для этого, называется «временем выдержки» и должно быть как можно короче. Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых трубных швов аппарат для стыковой сварки плавлением должен быть проверен на плавность работы и настроен для материала трубы, из которого будет произведена сварка.
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого перемещения.
- Правильная температура горячей пластины для свариваемого материала; это следует проверить с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и квадратного сечения концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать соскальзывания станка во время вращения.
- Проверьте все движущиеся части на плавность работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.
Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы. При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка.Максимально допустимая глубина этого должна быть менее 10% от толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует утилизировать. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения совмещения рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии. Это также поможет при идентификации позже, если потребуется.
После надежной фиксации в зажимах концы трубы должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка.Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки. Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить трубы на предмет выравнивания и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед последовательностью сварки следует записать время нагрева и охлаждения и давление плавления для конкретного диаметра трубы и записать для быстрой справки во время цикла сварки.На некоторых машинах для удобства есть все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Рекомендуется выполнить фиктивный сварной шов перед тем, как приступить к сварке. Это необходимо для того, чтобы поверхность конфорки, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно поверхности трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление. Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Полоса должна быть ровной по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
Когда будет получен требуемый валик, давление снижается для фазы выдержки при нагревании. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время будет зависеть от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена. Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превысить требуемое усилие.
Фаза сварки / охлаждения начинается, когда достигается необходимое усилие. Усилие сварного шва должно поддерживаться на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление может быть уменьшено до нуля, а труба снята с зажимов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Трубы и фитинги из ПНД Системы трубопроводов из полиэтилена
4- Чтобы объединить водопроводные трубы и удобный выбор для загрузки, необходимо сделать это.
Перед погружением трубы в воду должна быть соответствующая береговая аппарель, а при отводе дно трубы необходимо очистить, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать непрерывно, чтобы обеспечить дополнительную защиту.Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине. Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Обратный трубопровод для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед оставшимися частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы. Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Подключение весового блока
Требуется достаточное оборудование и транспортные средства для выполнения операции. Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование данного оборудования и транспорта.Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу. В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с присутствующим веществом)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду в трубах вода по пандусам способна удерживать вес благодаря пандусу.Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в указанную точку
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс запуска земля продолжает погружаться в воду. Для обеспечения того, чтобы трубу сначала нужно поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, — это завершение процесса фальцовки без риска чрезмерного изгиба.При контролируемом введении в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более чем на 50%, давление в трубе из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
— Правильный фитинг трубы HDPE
— Обычное отсутствие грузового блока
— Проверка на предмет контакта с каким-либо материалом, который может вызвать повреждение вокруг трубы
— Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.
СОВЕТЫ ПО СВАРКЕ ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать аналогичный пластик с аналогичным пластиком.Чтобы получить прочный и стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги для обеспечения надлежащего сварного шва.
Сварка ПолипропиленПолипропилен (ПП) — один из самых простых в сварке термопластов, который используется во многих различных областях.ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена: оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварщик должен быть настроен на температуру приблизительно 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 ватт на 120 вольт, регулятор подачи воздуха должен быть установлен примерно на 5 л. С.s.i. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварка ПолиэтиленДругой довольно простой в сварке термопласт — полиэтилен (PE). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать низкое давление на высокое, но не высокое на низкое.Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста. Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4 — 5-1 / 2, а реостат — на 5.Как и PP, HDPE поддается сварке при 572 ° F / 300 ° C.
Советы по правильной сваркеПеред сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основание и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно на дюйм над подложкой, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза. Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на обдув стекла.
Сильно и последовательно надавите на пыльник наконечника.Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно вернуть их глянцевую поверхность, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.