Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи.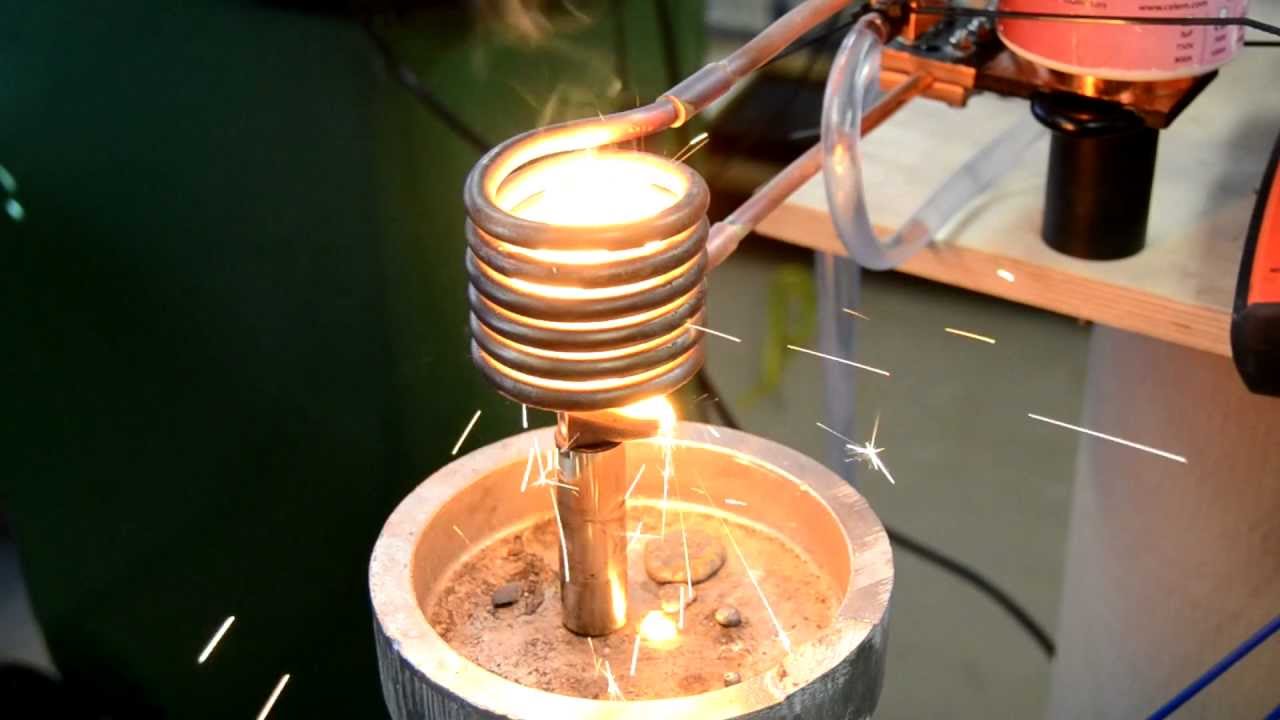
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.

Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.

Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.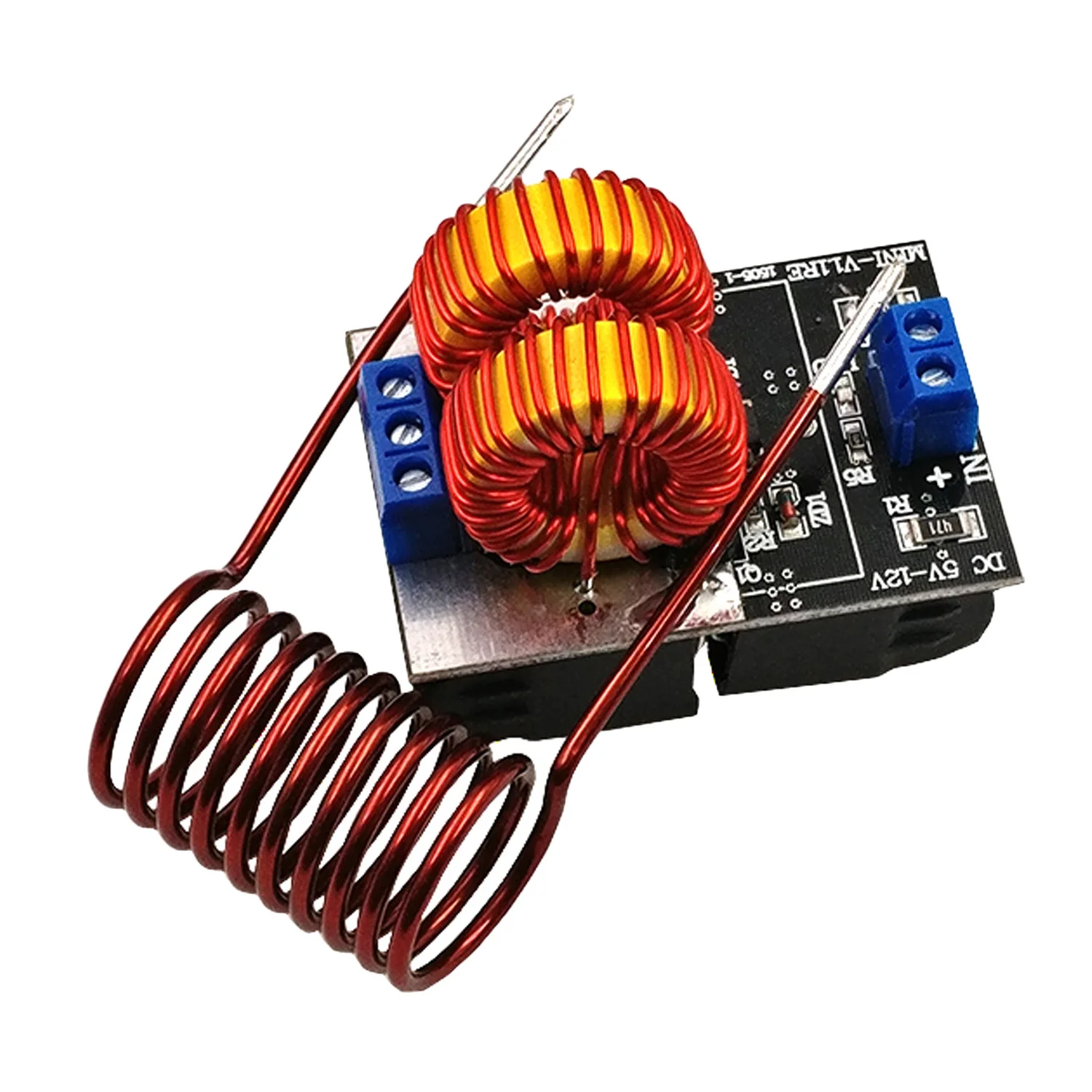
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.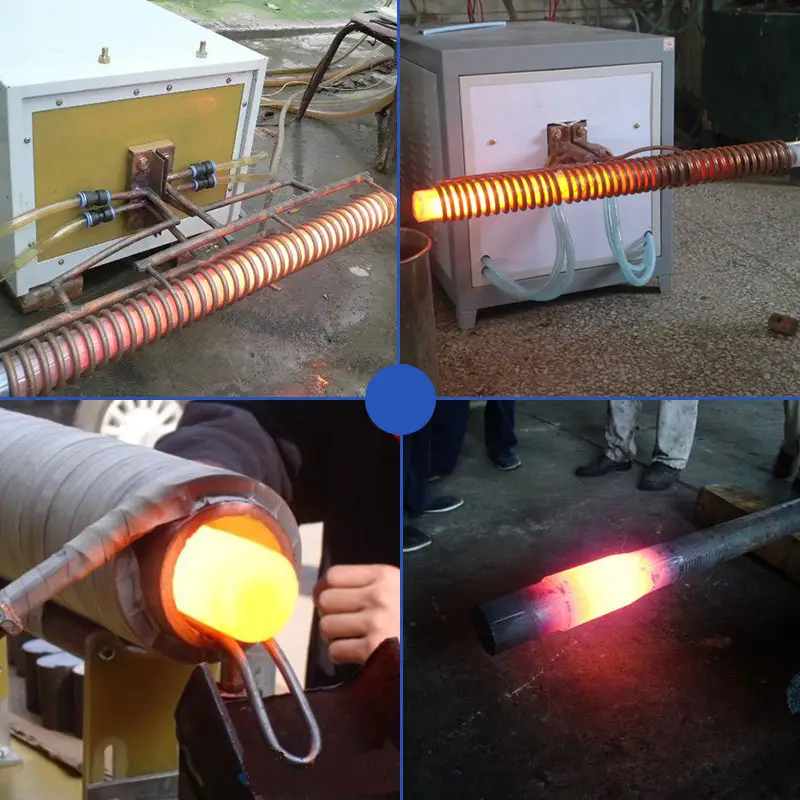
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.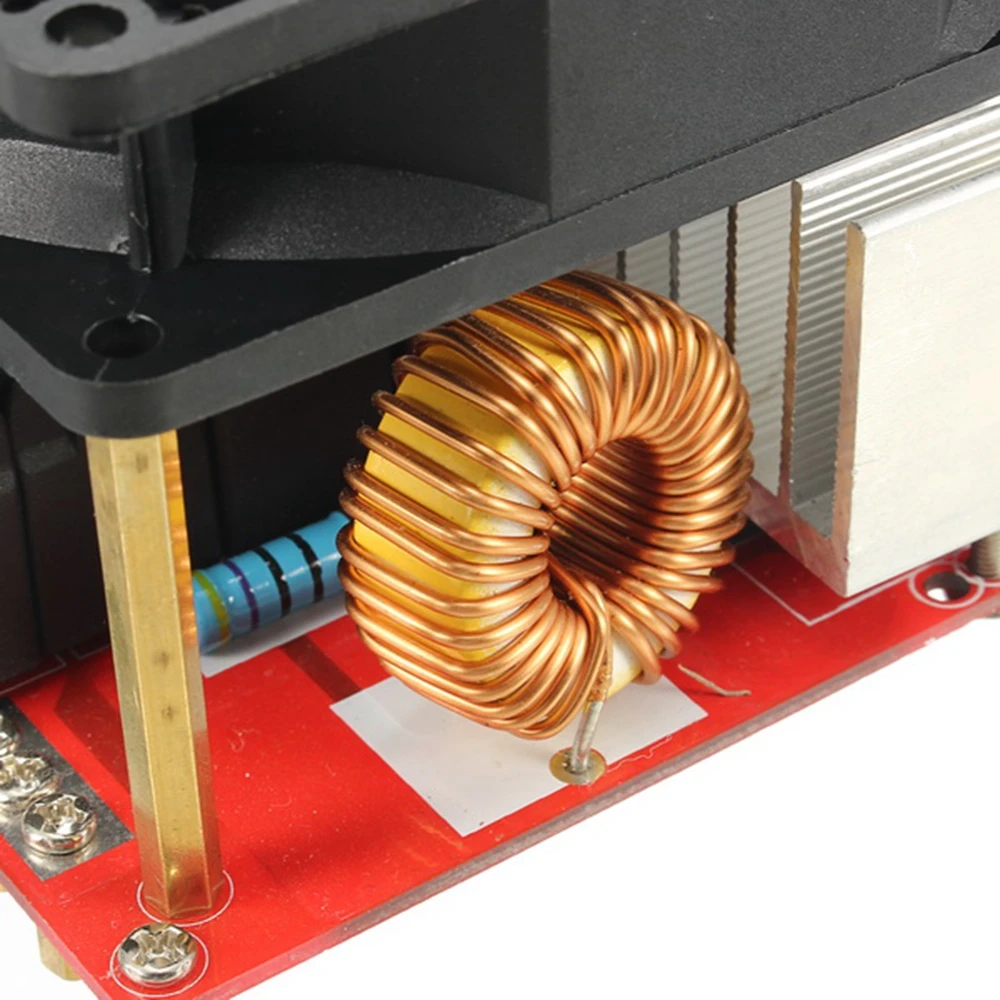
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
История индукционного нагрева
23 сентября 2014
Открытие электромагнитной индукции в 1831 году принадлежит Фарадею (1791-1867). При движении проводника в поле магнита в нем наводится ЭДС, так же как при движении магнита, силовые линии которого пересекают проводящий контур. Ток в контуре называется индуцированным. На законе электромагнитной индукции основаны изобретения множества устройств, в том числе определяющих — генераторов и трансформаторов, вырабатывающих и распределяющих электрическую энергию, что является фундаментальной основой всей электротехнической промышленности.В 1841 году Джеймс Джоуль (и независимо от него Эмиль Ленц) сформулировал количественную оценку теплового действия электрического тока: «Мощность тепла, выделяемого в единице объёма среды при протекании электрического тока, пропорциональна произведению плотности электрического тока на величину напряженности электрического поля». Тепловое действие индуцированного тока породило поиски устройств бесконтактного нагрева металлов. Первые опыты по нагреву стали с использованием индукционного тока были сделаны Е.Колби в США.
Первая успешно работающая т.н. канальная индукционная печь для плавки стали была построена в 1900 году на фирме «Benedicks Bultfabrik» в городе Gysing в Швеции. В респектабельном журнале того времени «THE ENGINEER» 8 июля 1904 г. появилась знаменитая публикация, где шведский изобретатель инженер F.A. Kjellin рассказывает о своей разработке. Печь питалась от однофазного трансформатора. Плавка осуществлялась в тигле в виде кольца, металл, находящийся в нем, представлял вторичную обмотку трансформатора, питающегося током 50-60 Гц.
Первая печь мощностью 78 кВт была запущена в эксплуатацию 18 марта 1900 года и оказалась весьма неэкономичной, поскольку производительность плавки составляла всего 270 кг стали в сутки. Следующая печь была изготовлена в ноябре того же года мощностью 58 кВт и емкостью 100 кг по стали. Печь показала высокую экономичность, производительность плавки составила от 600 до 700 кг стали в сутки. Однако износ футеровки от тепловых колебаний оказался на недопустимом уровне, частые замены футеровки снижали итоговую экономичность.
Изобретатель пришел к выводу, что для максимальной производительности плавки необходимо при сливе оставлять значительную часть расплава, что позволяет избежать многих проблем, в том числе износ футеровки. Такой способ выплавки стали с остатком, который стали называть «болото», сохранился до сих пор в некоторых производствах, где применяются печи большой емкости.
В мае 1902 года была введена в эксплуатацию значительно усовершенствованная печь емкостью 1800 кг, слив составлял 1000-1100 кг, остаток 700-800 кг, мощность 165 кВт, производительность плавки стали могла доходить до 4100 кг в сутки! Такой результат по потреблению энергии 970 кВтˑч/т впечатляет своей экономичностью, которая мало уступает современной производительности порядка 650 кВтˑч/т. По расчетам изобретателя из потребляемой мощности 165 кВт в потери уходило 87.5 кВт, полезная тепловая мощность составила 77.5 кВт, получен весьма высокий полный КПД равный 47%. Экономичность объясняется кольцевой конструкцией тигля, что позволило сделать многовитковый индуктор с малым током и высоким напряжением — 3000В. Современные печи к цилиндрическим тиглем значительно компактнее, требуют меньших капитальных вложений, проще в эксплуатации, оснащены многими усовершенствованиями за сотню лет своего развития, однако КПД повышен несущественно. Правда, изобретатель в своей публикации игнорировал тот факт, что плата за электроэнергию осуществляется не за активную мощность, а за полную, которая в его случае в несколько раз выше активной мощности. А в современных печах реактивная мощность компенсируется конденсаторной батареей.
Своим изобретением инженер F.A. Kjellin положил начало развития промышленных канальных печей для плавки цветных металлов и стали в индустриальных странах Европы и в Америке. Переход от канальных печей 50-60 Гц к современным высокочастотным тигельным длился с 1900 по 1940 г.
Материалы статьи взяты с http://ru.wikipedia.org.advanc.io/wiki/Индукционный_нагрев
Индукционный нагрев — это… Что такое Индукционный нагрев?
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Формула для вычисления глубины скин-слоя в мм:
- ,
где μ0 = 4π·10−7 — магнитная постоянная Гн/м, а ρ — удельное электрическое сопротивление материала заготовки при температуре обработки.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение
- Сверхчистая бесконтактная плавка, пайка и сварка металла.
- Получение опытных образцов сплавов.
- Гибка и термообработка деталей машин.
- Ювелирное дело.
- Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
- Поверхностная закалка.
- Закалка и термообработка деталей сложной формы.
- Обеззараживание медицинского инструмента.
Преимущества
- Высокоскоростной разогрев или плавление любого электропроводящего материала.
- Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
- Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
- За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
- Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
- Удобство эксплуатации за счёт небольшого размера индуктора.
- Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
- Легко провести местный и избирательный нагрев.
- Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
- Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Недостатки
- Повышенная сложность оборудования, необходим квалифицированный персонал для настройки и ремонта.
- При плохом согласовании индуктора с заготовкой требуется бо́льшая мощность на нагрев, чем в случае применения для той же задачи ТЭНов, электрических дуг и т. п.
Установки индукционного нагрева
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёхточки:
- Низкий кпд (менее 40 % при применении лампы).
- Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являютcя фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
- При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
- При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания
- Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
- Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
- При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
- При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
- Иногда в качестве генератора высокой частоты использовали списанные мощные радиопередатчики, где антенный контур заменяли на нагревательный индуктор.
См. также
Ссылки
Литература
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. — М.: Госэнергоиздат, 1948. — 332 с.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — В. 5. — С. 26-30.
- Васильев А. С. Ламповые генераторы для высокочастотного нагрева. — Л.: Машиностроение, 1990. — 80 с. — (Библиотечка высокочастотника-термиста; Вып. 15). — 5300 экз. — ISBN 5-217-00923-3
- Власов В. Ф. Курс радиотехники. — М.: Госэнергоиздат, 1962. — 928 с.
- Изюмов Н. М., Линде Д. П. Основы радиотехники. — М.: Госэнергоиздат, 1959. — 512 с.
- Лозинский М. Г. Промышленное применение индукционного нагрева. — М.: Изд-во АН СССР, 1948. — 471 с.
- Применение токов высокой частоты в электротермии / Под ред. А. Е. Слухоцкого. — Л.: Машиностроение, 1968. — 340 с.
- Слухоцкий А. Е. Индукторы. — Л.: Машиностроение, 1989. — 69 с. — (Библиотечка высокочастотника-термиста; Вып. 12). — 10 000 экз. — ISBN 5-217-00571-8
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии / Под ред. А. Н. Шамова. — 2-е изд., испр. — Л.: Машиностроение, 1989. — 79 с. — (Библиотечка высокочастотника-термиста; Вып. 11). — 2950 экз. — ISBN 5-217-00572-6
Индукционный нагрев, основные принципы и технологии
Что такое индукция и ее принцип
Электромагнитная индукция была открыта еще более ста лет назад. Она позволяет генерировать тепло с помощью высокочастотных токов – данная технология активно применяется для выплавки металлов. Дошла эта технология и до бытовых потребителей – мы можем увидеть ее воплощение на кухне в виде индукционных электрических печей. Индукционные печи позволяют быстро разогревать пищу и отличаются небольшими габаритами. Еще одним достоинством является их продолжительный срок службы.
Индукционный нагреватель представляет собой мощную катушку, на которую подается переменный ток высокой частоты. Внутри катушки помещается металлический сердечник, разогревающийся под действием вихревых токов. Таким образом, никаких привычных нагревательных элементов здесь нет, а тепло генерируется исключительно за счет индукционного нагрева.
Магнитная индукция используется в металлургической промышленности. Здесь она позволяет избавиться от угольных и газовых печей, отличающихся большими размерами. Сегодня в металлургических цехах стоят небольшие индукционные печи, быстро разогревающие металлы и сплавы до высоких температур. Они безопасны для людей и позволяют сократить время, затрачиваемое на переработку металлов.
С помощью индукционной катушки можно быстро нагреть металл до очень высоких температур.
В бытовой сфере магнитная индукция работает в индукционных кухонных печах и в электрических индукционных котлах. В чем заключаются преимущества такого нагрева?
- Отсутствует прямой контакт между нагреваемым телом и индукционной катушкой.
- Отсутствие накипи в индукционных котлах, что связано с отсутствием привычных нагревательных элементов.
- Продолжительный срок службы оборудования.
- Быстрый прогрев теплоносителей и металлических конструкций.
- Высокая эффективность оборудования.
- Безопасность для окружающих.
Электромагнитная индукция греет быстро и очень эффективно – коэффициент полезного действия тех же индукционных котлов достигает 98-99%. Также здесь отсутствует прямой контакт теплоносителя и токоведущих частей, что значительно повышает безопасность оборудования.
Напомним, что в ТЭНовых и электродных электрических отопительных котлах используется прямой контакт нагревательных элементов и теплоносителя.
Сделать индукцио
Индукционный нагреватель своими руками – схема, принцип действия
Индукционный водонагреватель своими руками: схема
Прибор представляет собой трансформатор, имеющий две обмотки: первичную и вторичную. Первый контур преобразует электрическую энергию в вихревые токи, тем самым создает индукционное поле направленного действия, что и обеспечивает индукционный нагрев. На вторичном контуре преобразованная энергия передается теплоносителю (в нашем случае – это вода).
Важно учитывать тип материала, из которого изготовлена обмотка. Так, в бытовых моделях чаще всего используется медный провод
Такой материал хорошо подойдет для нагрева воды в котлах.
Кроме трансформатора в устройстве присутствует генератор и насос (необязательно).
Схема простого индукционного водонагревателя. Как видно, прибор имеет довольно простую конструкцию и малое количество элементов.
Узлы и детали теплогенератора
Устройство включает в себя:
- генератор переменного тока, который увеличивает частоту тока;
- индуктор, трансформирующий электроэнергию в магнитную энергию, представляет собой катушку из медной проволоки;
- нагревательный элемент, чаще всего его роль играет металлическая труба.
Благодаря такой конструкции передача энергии осуществляется практически без потерь. КПД достигает 98%.
Принцип работы
Индукционный водонагреватель состоит из генератора, катушки и сердечника, последний нагревается за счет электромагнитной энергии
Прибор преобразует электрическую энергию в электромагнитную. Последняя, в свою очередь, воздействует на сердечник (трубу), который нагревается и передает воде тепловую энергию. Преобразовывает все эти энергии индуктор, состоящий из катушки и сердечника. Генератор используется для повышения частоты тока, так как со стандартной частотой в 50 Гц сложно добиться высокого нагрева.
В заводских моделях частота тока достигает 1 кГц.
Индукционный нагрев – применение в целях обработки металла
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Что это такое и как это работает
Главная> Индукционный нагрев> Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя.В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к повторному открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В чем особенность этого метода нагрева? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая ниже инфракрасной и микроволновой энергии. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается (см. Рисунок 1), и нет загрязнения продукта. При правильной настройке процесс становится очень повторяемым и управляемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает получить базовое понимание принципов работы электричества.Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный ВЧ-источник питания передает переменный ток через индуктор (часто медную катушку), а нагреваемая часть (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания.Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, в магнитных деталях создается дополнительное тепло за счет гистерезиса — внутреннего трения, возникающего при прохождении магнитных деталей через индуктор. Магнитные материалы, естественно, обладают электрическим сопротивлением быстро изменяющимся магнитным полям внутри индуктора. Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, и также отсутствуют газы сгорания.Нагреваемый материал может располагаться в помещении, изолированном от источника питания; погруженный в жидкость, покрытый изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины изменения температуры, необходимой для данного применения.
Характеристики детали
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса (описанного выше).Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩИЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 85% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Исследования показали взаимосвязь между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Зачем? Сталь, наряду с углеродом, оловом и вольфрамом, имеет высокое удельное электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
Конструкция индуктора
Именно внутри индуктора создается переменное магнитное поле, необходимое для индукционного нагрева, посредством протекания переменного тока. Таким образом, конструкция индуктора — один из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания для индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Мощность блока питания
Размер индукционного источника питания, необходимый для нагрева определенной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Также следует учитывать потери тепла от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от величины требуемого изменения температуры. Возможен широкий диапазон температурных изменений; Как показывает практика, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
Что такое индукционный нагрев? | Inductoheat Inc
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдать за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительно для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, деталь, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в детали будет индуцироваться напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Более высокая частота ток приведет к мельче электрических эталонной глубины и более низкая частота ток приведет к более глубокой электрическим эталонной глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Опорная электрическая глубина высокой и низкой частоты Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление является первым шагом в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего, железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подводимой к металлу, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, вызывая напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для таких критически важных приложений, как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного применения.Например, светлый отжиг труб и труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень небольшая электрическая опорная глубина может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней части сформированного канала. По мере того как ток течет по краям ленты, они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Inductoforge® Системы индукционного нагрева заготовок для ковки
Индукционный нагрев заготовки для ковки позволяет современным кузнечным цехам быстро нагревать материал, обеспечивая равномерную температуру и непревзойденную эффективность.
Индукционная система нагрева заготовок Inductoforge ® — это революционный продукт для кузнечной промышленности, дающий современным кузнечным цехам возможность нагревать заготовки до нужной температуры ковки при оптимизации эффективности. Гибкая модульная конструкция позволяет индукционному нагреву соответствовать требованиям клиента в области ковки, обеспечивая гибкость для будущего расширения. Мощное сочетание передовых технологий, инновационных продуктов и более чем 55-летнего опыта в области индукционного нагрева сделало систему нагрева заготовок Inductoforge ® мировым лидером в области индукционного нагрева для ковки.
Ключевой особенностью системы нагрева заготовок Inductoforge ® является то, что каждая система оснащена отдельными силовыми модулями, которые позволяют индивидуально регулировать мощность индукционной нагревательной катушки. Возможность индивидуального управления мощностью каждой катушки индукционного нагрева позволяет заказчикам гибко нагревать заготовки различных диаметров с различными желаемыми производительностью, сохраняя при этом приемлемую однородность температуры поверхности и ядра. Чтобы помочь кузнечному цеху, все системы нагрева заготовок Inductoforge ® поставляются с нашим запатентованным программным обеспечением для моделирования температурного профиля iHAZ, которое представляет собой технологию численного прогнозирования, которая точно прогнозирует однородность температуры по всему поперечному сечению заготовки.Используя программное обеспечение моделирования температурного профиля iHAZ, можно настроить идеальные системные рецепты для доставки должным образом нагретых заготовок, поддержания приемлемой однородности температуры поверхности и ядра и оптимизации общей эффективности системы.
Использование современного программного обеспечения и усовершенствованного модульного управления мощностью сделало систему нагрева заготовок Inductoforge ® действительно самой передовой системой индукционного нагрева в кузнечной промышленности.
Система индукционного нагрева заготовок Характеристики
Модульная индукционная система нагрева заготовок Inductoforge ® обеспечивает гибкость и эффективность благодаря своим индивидуально управляемым (500–6000 Гц) силовым модулям.В системах нагрева заготовок Inductoforge ® используется наше запатентованное программное обеспечение для моделирования температурного профиля iHaz ™, которое дает пользователю инструменты для создания идеального рецепта системы и точно нагретой заготовки.
Программный пакет iHaz ™ представляет собой технологию численного моделирования, которая точно прогнозирует температуру по всему поперечному сечению заготовки, от поверхности до сердцевины. Модульная конструкция системы нагрева позволяет использовать функцию ожидания, которая поддерживает температуру заготовки, готовую к началу ковки сразу после незначительных сбоев в работе линии.
Характеристики и преимущества:
Исключает догадки о рецепте нагрева
Оптимальная эффективность системы
Непревзойденная равномерность температуры
Самая передовая технология отопления в отрасли
Модульная конструкция обеспечивает функциональность в режиме ожидания (горячие детали готовы сразу после незначительных сбоев в линии)
Системы обработки материалов:
| Автоматическая подача | Бункер магазина, ступенчатый питатель, дежурный питатель, питатель / загрузчик, конвейерный питатель, V-образный конвейер |
| Транспортер заготовки | Конвейеры, роботизированные лотки, система взвешивания заготовок |
| Извлечение | Устройство для извлечения заготовок Inductoforge ™, извлечение прижимных роликов |
| Приводные системы | Толкатель, прижимной ролик, привод трактора |
| Принять / отклонить | Одно-, двухцветные пирометры |
, работа и применение
Принцип индукционного нагрева используется в производственных процессах с 1920-х годов.Как уже было сказано, необходимость — мать изобретений, во время Второй мировой войны необходимость в быстром процессе упрочнения деталей металлического двигателя привела к быстрому развитию технологии индукционного нагрева. Сегодня мы видим применение этой технологии в наших повседневных потребностях. В последнее время потребность в улучшенном контроле качества и безопасных производственных технологиях снова привлекла внимание к этой технологии. Благодаря современным передовым технологиям внедряются новые и надежные методы реализации индукционного нагрева.
Что такое индукционный нагрев?
Принцип работы процесса индукционного нагрева представляет собой комбинированный рецепт электромагнитной индукции и джоулева нагрева. Процесс индукционного нагрева — это бесконтактный процесс нагрева электропроводящего металла путем создания вихревых токов внутри металла с использованием принципа электромагнитной индукции. Поскольку генерируемый вихревой ток течет против удельного сопротивления металла, по принципу джоулева нагрева в металле генерируется тепло.
Индукционный нагрев
Как работает индукционный нагрев?
Знание закона Фарадея очень полезно для понимания работы индукционного нагрева. Согласно закону электромагнитной индукции Фарадея, изменение электрического поля в проводнике создает вокруг него переменное магнитное поле, сила которого зависит от величины приложенного электрического поля. Этот принцип работает и наоборот, когда в проводнике изменяется магнитное поле.
Итак, вышеуказанный принцип используется в процессе индукционного нагрева.Здесь на катушку индуктора подается твердотельный источник питания с высокочастотной частотой, а нагреваемый материал помещается внутри катушки. Когда через катушку пропускают переменный ток, вокруг нее создается переменное магнитное поле в соответствии с законом Фарадея. Когда материал, помещенный внутри индуктора, попадает в диапазон этого переменного магнитного поля, в материале генерируется вихревой ток.
Теперь соблюдается принцип джоулева нагрева. В соответствии с этим при прохождении тока через материал в нем выделяется тепло.Таким образом, когда в материале возникает ток из-за индуцированного магнитного поля, протекающий ток выделяет тепло изнутри материала. Это объясняет процесс бесконтактного индукционного нагрева.
Индуктивный нагрев металлаСхема цепи индукционного нагрева
Установка, используемая для процесса индукционного нагрева, состоит из высокочастотного источника питания для подачи переменного тока в цепь. Медная катушка используется в качестве индуктора, и к ней подается ток. Нагреваемый материал помещается внутрь медного змеевика.
Типовая установка для индукционного нагрева
Изменяя силу подаваемого тока, мы можем контролировать температуру нагрева. Поскольку вихревой ток, возникающий внутри материала, течет противоположно удельному электрическому сопротивлению материала, в этом процессе наблюдается точный и локальный нагрев.
Помимо вихревых токов, в магнитных частях также выделяется тепло из-за гистерезиса. Электрическое сопротивление, создаваемое магнитным материалом по отношению к изменяющемуся магнитному полю внутри индуктора, вызывает внутреннее трение.Это внутреннее трение создает тепло.
Поскольку процесс индукционного нагрева является процессом бесконтактного нагрева, нагреваемый материал может находиться вдали от источника питания или погружаться в жидкость, или в любую газообразную среду, или в вакууме. Этот тип процесса нагрева не требует каких-либо продуктов сгорания.
Факторы, которые необходимо учитывать при проектировании системы индукционного нагрева
Есть несколько факторов, которые следует учитывать при проектировании системы индукционного нагрева для любого типа применения.
- Обычно индукционный нагрев используется для металлов и проводящих материалов. Непроводящий материал можно нагревать напрямую.
- При нанесении на магнитные материалы тепло генерируется как вихревыми токами, так и эффектом гистерезиса магнитных материалов.
- Маленькие и тонкие материалы нагреваются быстрее по сравнению с большими и толстыми материалами.
- Чем выше частота переменного тока, тем меньше глубина проплавления.
- Материалы с более высоким сопротивлением быстро нагреваются.
- Индуктор, в который должен быть помещен нагревательный материал, должен позволять легко вводить и удалять материал.
- При расчете мощности источника питания следует учитывать удельную теплоемкость нагреваемого материала, массу материала и необходимое повышение температуры.
- Потери тепла из-за теплопроводности, конвекции и излучения также следует принимать во внимание при выборе мощности источника питания.
Формула для индукционного нагрева
Глубина, на которую проникает вихревой ток в материал, определяется частотой индуктивного тока.Для токоведущих слоев эффективная глубина может быть рассчитана как
D = 5000 √ρ / µf
Здесь d означает глубину (см), относительная магнитная проницаемость материала обозначена как µ, ρ — удельное сопротивление материала в Ом-см, f указывает частоту переменного тока в Гц.
Конструкция змеевика индукционного нагрева
Катушка, используемая в качестве индуктора, к которому подается питание, бывает различных форм.Индуцированный ток в материале пропорционален количеству витков в катушке. Таким образом, для эффективности и действенности индукционного нагрева важна конструкция катушки.
Обычно индукционные катушки представляют собой медные проводники с водяным охлаждением. В зависимости от наших приложений используются катушки различной формы. Чаще всего используется многооборотная спиральная катушка. Для этой катушки ширина диаграммы нагрева определяется количеством витков в катушке. Однооборотные катушки полезны в тех случаях, когда требуется нагрев узкой полосы заготовки или кончика материала.
Многопозиционный спиральный змеевик используется для нагрева более чем одной заготовки. Блинный змеевик используется, когда требуется нагреть только одну сторону материала. Внутренний змеевик используется для нагрева внутренних отверстий.
Области применения индукционного нагрева
- Целевой нагрев для поверхностного нагрева, плавления, пайки возможен с помощью процесса индукционного нагрева.
- Кроме металлов, индукционным нагревом возможен нагрев жидких и газовых проводов.
- Для нагрева кремния в полупроводниковой промышленности используется принцип индукционного нагрева.
- Этот процесс используется в индукционных печах для нагрева металла до температуры плавления.
- Поскольку это бесконтактный процесс нагрева, вакуумные печи используют этот процесс для производства специальной стали и сплавов, которые окисляются при нагревании в присутствии кислорода.
- Процесс индукционного нагрева используется для сварки металлов и иногда пластиков, когда они легированы ферромагнитной керамикой.
- Индукционные плиты, используемые на кухне, работают по принципу индукционного нагрева.
- Для пайки твердым припоем к валу используется процесс индукционного нагрева.
- Для герметичного закрытия крышек бутылок и фармацевтических препаратов используется процесс индукционного нагрева.
- Машина для моделирования впрыска пластмасс использует индукционный нагрев для повышения энергоэффективности впрыска.
Для обрабатывающей промышленности индукционный нагрев обеспечивает мощный набор стабильности, скорости и контроля.Это аккуратный, быстрый и экологически чистый процесс нагрева. Потери тепла, наблюдаемые при индукционном нагреве, могут быть решены с помощью закона Ленца. Этот закон показал способ продуктивного использования тепловых потерь, возникающих в процессе индукционного нагрева. Что из применения индукционного нагрева вас поразило?
Что такое индукционный нагрев? (с рисунками)
Индукционный нагрев основан на электромагнетизме для генерирования тепла в целевом объекте. Этот процесс наиболее эффективен при нагревании черных металлов, но может использоваться для нагрева любого материала, проводящего электричество.Переменный ток очень высокой частоты используется для создания магнитного поля, которое, в свою очередь, генерирует электрические вихревые токи и нагрев от трения на микроскопическом уровне в нагреваемом объекте. Индукционный нагрев имеет множество применений, от домашней кулинарии до специализированных промышленных применений.
В некоторых современных варочных панелях используется индукционный нагрев.Сердцем любой системы индукционного нагрева является рабочая катушка, по которой проходит переменный ток и которая действует как электромагнит. Затем объект, который должен быть нагрет за счет индукции, иногда называемый заготовкой, помещается внутрь или рядом с катушкой. Индукция генерирует смещающиеся электрические токи в обрабатываемой детали, и эти токи выделяют тепло, поскольку они преодолевают внутреннее сопротивление проводника.
Для приготовления пищи на индукционной плите необходимо использовать посуду из железа или химически активного металла.Второй процесс ускоряет нагрев черных металлов. Электрические токи проявляются, когда черный металл, например, железо, нагревается за счет индукции. Магнитные силы также действуют на металлические кристаллы, из которых состоят эти материалы. Быстро меняющиеся магнитные поля вызывают вибрацию в черных металлах, что приводит к дополнительному нагреву за счет трения.
Индуктивный нагрев используется во многих промышленных приложениях, потому что им можно достаточно точно управлять, а также потому, что не требуется теплопередача или открытый огонь. Небольшой индукции достаточно для плавления и плавления пластмасс, и для этой цели часто используется индукционный нагреватель.Нагревание этих веществ можно тщательно контролировать, добавляя небольшое количество проводящих материалов в определенные области, требующие нагрева.
Металлы можно нагревать быстро и точно за счет индукции. Это особенно полезно, когда необходимо нагреть относительно небольшое количество металла, поскольку для индукционного нагрева требуется лишь небольшое количество физического оборудования.Скорость, с которой нагреваются металлы, также можно контролировать с большой точностью, изменяя конфигурацию схемы, связанной с рабочей катушкой.
Одно из наиболее распространенных применений индукционного нагрева — устройства для приготовления пищи. Плиты с верхними плитами, в которых используется индукция, обычно предназначены для работы только с посудой из черных металлов.Индукционный нагрев очень полезен на кухне, потому что поверхность для приготовления пищи не нагревается напрямую, что повышает безопасность кухни. Тепло, генерируемое индукцией, также доступно почти мгновенно, в отличие от тепла, производимого элементами для приготовления пищи, которые генерируют тепло за счет сопротивления и затем передают это тепло к посуде для приготовления пищи.
Что такое индукционная печь? (с изображением)
Индукционная печь — это печь с электрическим приводом, используемая для плавки металлов.Он производит тепло за счет использования электромагнитной катушки переменного тока, также известной как электромагнитная индукция. Чаще всего они встречаются в металлоломе.
Индукционная печь без сердечника имеет медные змеевики, которые защищены стальным и магнитным экраном и охлаждаются водой, циркулирующей из специальной градирни.Индукционная печь была впервые изобретена в 1877 году в Италии. Первое использование печи было в 1927 году в Великобритании. Только во время Второй мировой войны, когда потребность в литье алюминия значительно возросла, индукционная печь получила более широкое распространение.
Электромагнитная индукция — это процесс, позволяющий индукционной печи работать.Впервые он был обнаружен в 1831 году Майклом Фарадеем. Во время индукции электрический ток проходит через металлическую катушку, которая создает магнитное поле. Когда металл попадает в магнитное поле, электрический ток проходит через металл и вызывает его нагрев. Чаще всего этот процесс используется в быту в рисоварке. Кастрюлю с рисом ставят на металлическую спираль и нагревают.
Есть два типа индукционных печей.Первый без сердечника, а второй называется канальным. Оба используются в начале 21 века.
Индукционная печь без сердечника имеет медные змеевики, которые защищены стальным и магнитным экраном и охлаждаются водой, циркулирующей из специальной градирни.Слой огнеупорного, или трудно расплавить материал, помещают над катушками и нагревают до нужной температуры. Над огнеупором находится тигель, представляющий собой плавильный котел из жаропрочного материала. Металл, подлежащий плавлению, помещается внутрь тигля, и тепло, производимое электромагнитным зарядом, плавит лом.
Индукционная печь с каналом также может называться индукционной печью с сердечником.Он функционирует так же, как и печь без сердечника, за исключением добавления нагретого сердечника. Канальные печи первоначально использовались в качестве держателей расплавленного металла, но были признаны полезными при плавлении металлов с более низкой температурой плавления.
Индукционные печи обоих типов создают естественное перемешивающее движение при расплавлении металла.Сила магнитных полей и электрических токов заставляет материалы раскачиваться в разных направлениях. Это перемешивание необходимо для сохранения целостности металла. Печь без сердечника создает более сильное перемешивание, в то время как канал, как известно, имеет меньшую турбулентность на поверхности.
После плавления расплавленный металл выливают в форму.