ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры (с Изменением N 1)
ГОСТ 16037-80
Группа B05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 16037-70
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.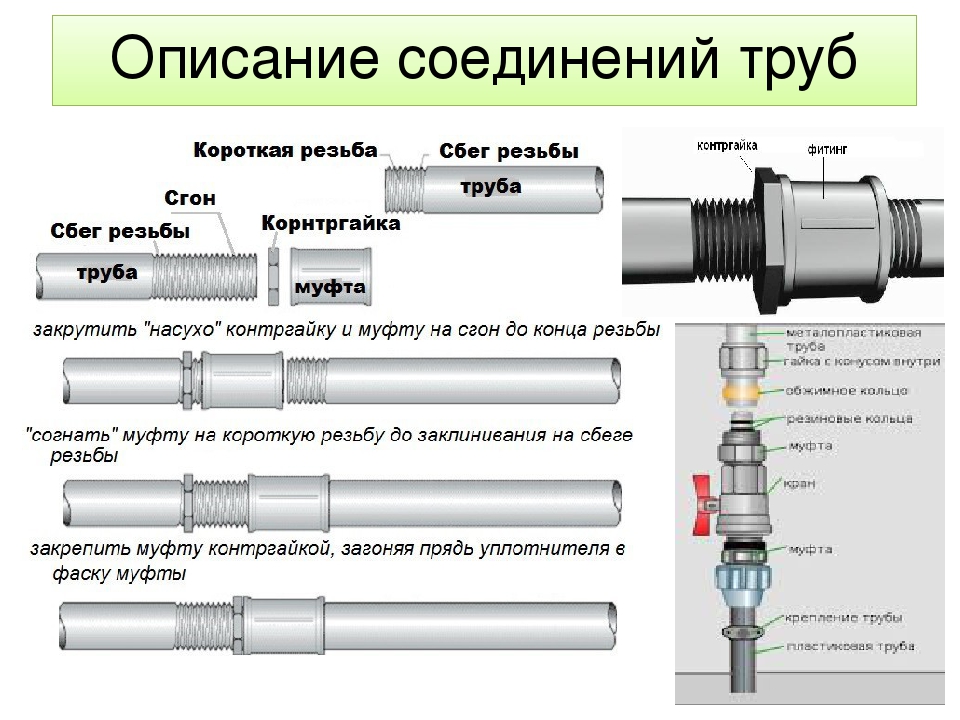
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
; — толщины стенок свариваемых деталей;
— зазор между кромками свариваемых деталей после прихватки;
— ширина сварного шва;
— выпуклость сварного шва;
— толщина подкладного кольца;
— толщина шва;
— притупление кромки;
— ширина нахлестки;
— длина муфты;
— катет углового шва;
— катет углового шва со стороны разъема фланца;
— наружный диаметр трубы;
— фаска фланца.
1, 2. (Измененная редакция, Изм. N 1)
.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
Тип соединения | Форма подготов- | Характер сварного | Форма поперечного сечения | Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки | Условное обозначе- | |||||
подгото- вленных кромок | сварного шва | ЗП | ЗН | Р | Ф | Г | ||||
Стыковое соединение трубы с трубой или с арматурой | Без скоса кромок | Односто- | 2-5 | 2-3 | 2-5 | 4-6 | 1-3 | С2 | ||
Односто- | 2-4 | 2-3 25 | — | — | С4 | |||||
Односто- | 2-3 | |||||||||
Со скосом одной | Односто- | 3-20 | — | 3-20 | С8 | |||||
Односто- | 2-20 | — | 2-20 | С10 | ||||||
Со скосом | Односто- | 3-20 | 3-20 | 25 | 3-7 | С17 | ||||
Односто- | 2-40 | 2-40 | 2-40 | 6-40 | — | |||||
Односто- | 2-20 | 2-20 | 2-20 | — | С19 | |||||
Стыковое соединение трубы с трубой или с арматурой | Со скосом кромок | Односто- | 4-20 | 4-20 | 4-20 | С46 | ||||
С криво- линейным скосом кромок | Односто- | |||||||||
Соединение стальных труб: резьба или сварка?

Сегодня мы поговорим о соединении металлических труб между собой. Как выяснилось, это довольно часто задаваемый вопрос. Какими они бывают? А какие лучше? Давайте разберем плюсы и минусы резьбового и сварочного соединений.
Классификация: способы соединения металлической трубы
Начнем, как всегда, издалека – с классификации. Вид №1: довольно древний раритет, который сейчас, к счастью, не используется — 152 труба с большим раструбом. Соединялась она как канализационная труба с резиновым колечком. В продаже их больше не наблюдается, что замечательно. Потому как труба эта была тонкостенной, лет за 5, то есть очень быстро, корродировала до локальных пробоев, а попытки ее демонтажа почти всегда были безуспешны.
Вид №2: резьбовое соединение железных труб
Бывает на ниппелях («мама-мама», покупаются отдельно, а труба идет «папа-папа» с двух концов).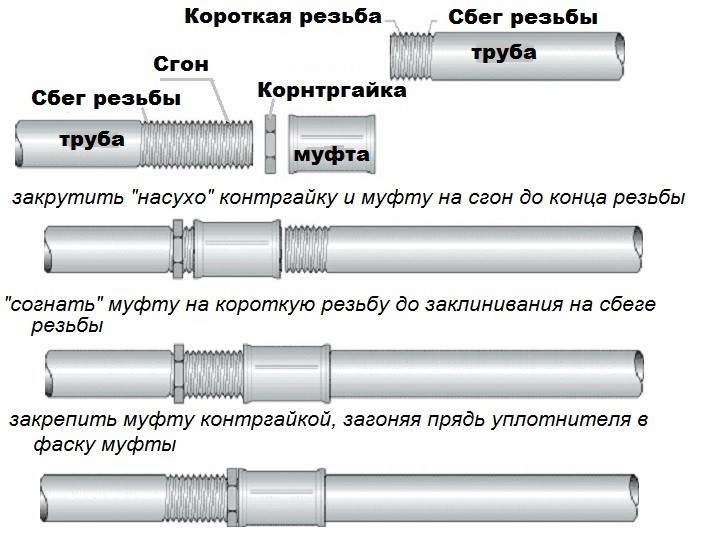 Это довольно дорого (поскольку недешево стоят сами толстостенные ниппели).
Это довольно дорого (поскольку недешево стоят сами толстостенные ниппели).
Есть резьбовое соединение «тело в тело» (с одной стороны «мама», с другой – «папа»). Но так соединять трубы можно только при условии, что толщина стенки минимум 6 мм. Чем больше, тем лучше, ведь резьба тоже имеет определенную толщину.
Существует такой вид соединения, при котором к трубе приваривается толстостенный раструб из хорошей стали горячего ката цельнотянутой бесшовной. И он тоже имеет право на жизнь.
Плюсы и минусы резьбового соединения
+ Резьба на трубе, как правило, делается ленточная, трапецеидальная. При этом получается вполне приличное герметичное соединение.
+ Монтаж производится довольно быстро. Это тоже плюс, особенно при работе на сложных разрезах.
— Теперь о минусах. Дорого: необходимо трубу купить, порезать на куски заданной длины, нарезать резьбу, а для этого нужен токарный станок и хороший токарь.
— Иногда на сложных геологических разрезах, при некоторых нештатных ситуациях, труба может самораскрутиться (ее можно заранее прихватить точечной сваркой).
Итог: резьбовое соединение скручивается быстро, что предотвращает аварии на сложном геологическом разрезе, стоит дороже, но зато экономит время. А время, как мы помним, стоит денег.
Соединения стальных труб на сварке
Чтобы правильно сварить трубу, нужно потратить время – от 10 до 30 минут, в зависимости от квалификации сварщика. Если мы хотим достигнуть отличного результата, нужно следовать определенному алгоритму работы: сначала снять фаску, потом хорошо проварить «тройкой» коренной шов. При этом металл ведет, так что проваривать нужно аккуратно, не допуская проблем с соосностью. Дальше провариваем «четверкой». Даем шву остыть, причем, на воздухе. Нельзя трубу обливать водой, так как может произойти самозакаливание, и сталь в шве станет очень хрупкой, что недопустимо. Потом покрываем краской для уменьшения коррозийности, ведь шов корродирует быстрее, чем сама труба. Так что качественная сварка трубы – процесс долгий.
Однако ложная экономия на нарезке резьбы может привести к потере большого количества солярки. Второй момент, пока вы привариваете трубы одну к другой, может произойти вывал породы, и скважину придется бурить заново.
Второй момент, пока вы привариваете трубы одну к другой, может произойти вывал породы, и скважину придется бурить заново.
Если же сваривать быстро и некачественно, за пару минут, то возникает высокий риск появления свищей, каверен, ракушек, пр. А это уже перфорированная труба в рыхлой части геологического разреза — недопустимый брак при заложении скважины на воду.
И еще добавим, что труба, «посаженная» на сварку, в основном используется для очень больших диаметров, больше 219, потому что нарезка резьбы на них проблематична.
* Хотите знать, как делают правильные скважины на воду на Складчатом Урале? Полная информация – в разделах сайта по бурению и обустройству.
Есть вопросы? Пишите в WhatsApp
Наш канал в Телеграм
Мы в Вконтакте
Мы в OK.RU
Мы на Facebook
Телефон: +7 (343) 268-17-07
§ 35. Соединение стальных труб на резьбе
Соединительные части
изготовляют с цилиндрической резьбой.
Для соединения стальных труб на резьбе используют соединительные части (фитинги) из ковкого чугуна и стали. Соединительные части из ковкого чугуна применяют для трубопроводов, по которым проходит вода или пар температурой не выше 175° С и давлением до 1,6 МПа при диаметрах условного прохода не более 40 мм и до 1 МПа при диаметрах от 50 до 100 мм. Соединительные части из стали используют для трубопроводов всех диаметров при давлении до 1,6 МПа. Фитинги из ковкого чугуна на концах имеют утолщения — буртики, необходимые для большей прочности.
Рис. 64. Соединительные части из ковкого чугуна для соединения труб по прямой:
в — прямая муфта, б — переходная муфта, в —футорка, г.— соединительная гайка, д — контргайка, е — пробка
У фитингов из стали на концах нет буртиков.
Фитингами из ковкого чугуна с
цилиндрической резьбой для соединения труб по прямой (рис. 64) и для заглушки
концов являются муфты прямые и переходные, соединительные гайки, футорки,
контргайки, пробки.
64) и для заглушки
концов являются муфты прямые и переходные, соединительные гайки, футорки,
контргайки, пробки.
Для соединения труб под углом и устройства ответвлений применяют следующие фитинги из ковкого чугуна (рис. 65): угольники прямые и переходные, тройники прямые и переходные.
Рис. 65. Соединительные части из ковкого чугуна для соединения труб под углом и устройства ответвлений: а — прямой угольник, б—переходный угольник, в — прямой тройник, г — переходный тройник, д — тройник с двумя переходами, е — прямая крестовина, ж — переходная крестовина, з — крестовина с двумя переходами
Торцы фитингов должны быть
ровными и перпендикулярными к оси соединительной части. Внутренняя и наружная
резьбы должны быть чистыми, без заусенцев и рванин и нарезанными точно по
осевым линиям фитингов. Допускаются участки с сорванной резьбой, если их
длина в сумме не превышает 10% длины резьбы.
При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал— лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических резьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100° С), уплотнительный материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе.
Для трубопроводов с
теплоносителем температурой более 100° С в качестве уплотнительного материала
применяют асбестовый шнур вместе с льняной прядью, которые пропитывают
графитом, замешанным на натуральной олифе. Резьбу вначале промазывают суриком
или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от
торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь,
которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы
волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают
разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы,
так как это может вызвать засорение трубопровода.
Намотанную прядь сверху по ходу резьбы промазывают
разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы,
так как это может вызвать засорение трубопровода.
Соединительные части нужно навертывать на трубы до отказа, т. е. так, чтобы они заклинились на последних двух конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение.
Кроме короткой резьбы трубы соединяют и на длинной резьбе, применяя сгоны. Стандартные сгоны длиной ПО мм изготовляют для труб диаметром 15 и 20 мм, 130 мм — для труб диаметром 25 и 32 мм и 150 мм — для труб диаметром 38—50 мм. Сгон длиной 300 мм устанавливают на стояках отопления. Компенсирующий сгон длиной 130 мм изготовляют для труб диаметром 15 и 20 мм и 140 мм — для труб диаметром 25 и 32 мм и устанавливают у нагревательных приборов.
Соединяют сгон следующим
образом. На длинную резьбу насухо навертывают контргайку и муфту. Свинчивая
муфту с длинной резьбы, ее навинчивают до конца короткой резьбы, применяя
уплотнительный материал. Затем наматывают у торца муфты по ходу резьбы свитый в
жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик
помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе.
Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается
контргайкой и соединение не будет достаточно плотным. Места соединения труб
очищают от выступающего уплотнительного материала ножовочным полотном.
Затем наматывают у торца муфты по ходу резьбы свитый в
жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик
помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе.
Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается
контргайкой и соединение не будет достаточно плотным. Места соединения труб
очищают от выступающего уплотнительного материала ножовочным полотном.
Асбестовый шнур со льном наматывают от сбега к началу резьбы, что позволяет более плотно уложить его на резьбе и не сбить при навинчивании фасонной части.
Вместо льна, сурика и олифы
для уплотнения резьбовых соединений применяют уплотнительную ленту на основе
фторопластов — ленту ФУМ. Эта лента состоит из фторлона 4Д (80—84%) и
вазелинового масла для смазки (20—16%). Фторлон 4Д стоек ко всем минеральным
кислотам, щелочам и другим коррозионным средам. Для уплотнения резьбовых
соединений используют ленту шириной 10—15 мм и толщиной 0,08—0,12 мм. Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду
лента белого цвета; допускается наличие небольших оттенков и пятен. Ленту ФУМ
применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при
монтаже технологических трубопроводов, транспортирующих среду температурой от
—50 до 200° С.
Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду
лента белого цвета; допускается наличие небольших оттенков и пятен. Ленту ФУМ
применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при
монтаже технологических трубопроводов, транспортирующих среду температурой от
—50 до 200° С.
Рис. 66. Уплотнение резьбовых соединений лентой ФУМ
При использовании ленты ФУМ резьбу
предварительно очищают от загрязнения, протирая ее ветошью; затем на резьбу
наматывают ленту по направлению резьбы, как показано на рис. 66, после чего
навертывают фитинг или арматуру. На трубы диаметром 15—20 мм ленту наматывают в
три слоя, а на трубы диаметром 25—32 мм — в четыре слоя. При выполнении
разъемных соединений (стонах) между муфтой и контргайкой наматывают жгут из
трех слоев той же ленты. Если резьбовое соединение не обеспечивает
герметичности и появляется необходимость замены уплотняющего материала, резьбу
нужно хорошо очистить от ленты и заново произвести соединение с соблюдением
всех указанных выше операций.
Сваривать трубу следует до уплотнения резьбового соединения лентой ФУМ. Если необходимо выполнить сварной стык после уплотнения резьбового соединения, последнее должно быть расположено не ближе чем на 400 мм от места сварки.
Трубы соединяют также с помощью гаек. Для этого на обоих концах соединяемых труб нарезают короткие резьбы и навинчивают на уплотнительный материал штуцера соединительных гаек. Затем, поставив между соприкасающимися плоскостями штуцеров прокладку из тряпочного картона, проваренную в олифе, или паронитовую прокладку (для пара)г штуцера стягивают накидной гайкой.
При соединении труб с муфтовой арматурой трубы нарезают с уменьшенной короткой резьбой, соответствующей длине резьбы на арматуре.
Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций — рычажных, раздвижных и накидных.
Рис. 67. Трубные ключи: а — рычажный, б — раздвижной, в —накидной; 1 — неподвижный рычаг, 2— подвижный рычаг, 3—гайка, 4 — обойма, 5—подвижная губка, 6 —пружина, 7 — накидная губка
Трубный рычажный ключ (рис. 67,а) состоит из неподвижного рычага 1, соединенного с подвижным рычагом 2
обоймой 4. Степень раскрытия губок регулируют гайкой 3. Ключи изготовляют пяти
размеров: № 1 для труб диаметром от 15 до 25 мм, № 2 — диаметром от 15 до 38
мм, №3 — от 15 до 50 мм, №4— от 20 до 75 мм и №5 — от 25 до 100 мм.
67,а) состоит из неподвижного рычага 1, соединенного с подвижным рычагом 2
обоймой 4. Степень раскрытия губок регулируют гайкой 3. Ключи изготовляют пяти
размеров: № 1 для труб диаметром от 15 до 25 мм, № 2 — диаметром от 15 до 38
мм, №3 — от 15 до 50 мм, №4— от 20 до 75 мм и №5 — от 25 до 100 мм.
Раздвижной ключ (рис. 67,6) состоит из рычага I, подвижной губки 5, соединенной с рычагом обоймой 4,
Ключ регулируют по диаметру трубы гайкой 3. Пружина 6 служит для отжатия вверх подвижной губки.
Трубный накидной ключ (рис. 67,в) состоит из рычага 1, головки с гайкой 3, с помощью которой он соединен с рычагом. Такие ключи применяют для свинчивания труб диаметром от 15 до 75 мм.
Трубные ключи требуют
тщательного ухода, систематической очистки, смазывания винтов и шарнирных
соединений машинным маслом. Не разрешается работать неисправными ключами, в том
числе ключами со сработанными губками. Такие ключи при работе соскакивают с
труб и могут причинить ушибы и ранения.
Не следует работать ключами, номера которых не соответствуют диаметру свинчиваемых труб, так как труд при этом малопроизводителен, а ключи быстро становятся непригодными.
Запрещается надевать обрезки труб на рычаги ключей для увеличения силы, прилагаемой к ключам, так как от этого рычаги гнутся и ключи становятся непригодными для работы.
При свинчивании труб для
получения надежного заклинивания фасонной части или арматуры на сбеге резьбы не
разрешается подавать назад навинченную фасонную часть, чтобы избежать нарушения
плотности соединения. Если фасонная часть или арматура не заняла требуемого
положения и ее нельзя повернуть по ходу резьбы, то положение можно исправить,
разъединив сгоны по обеим сторонам фасонной части или арматуры и придав им
требуемое положение; затем сгоны вновь надо соединить. Если это не
представляется возможным, нужно разобрать соединение и вновь его собрать,
применив новые уплотнительные материалы.
Трубы свинчивают в прижимах или на месте монтажа.
Соединение металлических труб — способы: резьбой, сваркой, муфтой, фитингами
Привет, мои друзья! Сегодня поговорим про соединения металлических труб без сварки. На самом деле не все знают, как это делать правильно и качественно.
Поэтому созрела идея написать небольшую статью на данную тему. Надеюсь она будет полезна всем, кто имеет дело с металлическими трубами. Читайте и изучайте!
Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, задвижек и других деталей, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Не смотря на высокую популярность пластика, изделия из стали используют до сих пор. Сварное крепление применяется очень часто, но выполнение такого стыка невозможно без специальных знаний и навыков. Поэтому многие стараются использовать варианты, которые позволяют соединить по-другому.
Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать как правильно произвести сварку оцинкованной трубной продукции. Чтобы произвести состыковку, этот способ является очень распространенным.
Чтобы произвести состыковку, этот способ является очень распространенным.
Резьбовое соединение может стоять в таких местах магистрали, где условия позволяют выполнять постоянный контроль стыка. Еще при этом должна быть возможность проведения ремонтных работ в случае необходимости.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
- Отрезают кусок заготовки, на котором предусматривается нужный припуск на резьбовую часть.
- Трубу закрепляют на плашкодержатель. В тиски кусок металлической заготовки закрепляют так, чтобы он не прокручивался.
- Плашку на конечную часть металлической трубы нужно аккуратно наживить. При этом важно не сделать даже маленького перекоса, в противном случае резьба выйдет кривая, и соединить участки не получиться.
- Для удобства работы заготовки рекомендуют смазать машинным маслом.
- Когда плашка перестает проворачиваться, то рекомендуют выполнить один проворот в обратном направлении.
 При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.
При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед. - На участке, проходящем на близком расстоянии к стене, сделать полный оборот при нарезке резьбы можно не всегда. В таких ситуациях рекомендуют использовать плашкодержатель с храповым механизмом.
- Чтобы соединение резьбовым способом было надежным, нужно использовать уплотнение. В этих целях применят сантехническую подмотку.
- Перед закручиванием резьбового стыка стоит проверить изделия на наличие заусениц и остатков стружки. А само закручивание должно производиться с определенным усилием.
 При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.
При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.
Речь пойдет о фланцевых соединениях. Чтобы его выполнить, берут специальные фитинги, которые получили название фланцы. Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
- В зоне крепления производится срез. Его выполняют четко перпендикулярно, и при этом не должно быть заусениц. Торцевая фаска здесь не нужна.
- На подготовленный срез одевают фланец.
- После этого вставляется прокладка из резины, которая должна выходить на 10 см за края среза.
- На прокладку одевают фланец. После этого он скрепляется с ответной частью фланца на второй металлической трубе.
- Во время закручивания фланцев нельзя перетягивать болты.
Следующим вариантом соединения является муфтовое. Этот метод дает возможность произвести надежный, высокогерметичный стык.
Монтажные работы выполняются в такой последовательности:
- Подготовленные к скреплению металлические трубы отрезают на концевых частях. Срез на них следует делать перпендикулярно и следить, чтобы он проходил ровно.
- В область соединения прикладывают муфту. Центр соединительного элемента должен размещаться точно по зоне состыковки трубопроката.
- На трубах маркером выполняют разметку, она будет указывать положение фитинга.
- Смазкой из силикона покрывают конечные части соединения.
- В соединительную деталь по показатель метки вставляют одну трубу. После чего, вторую выставляют в одну осевую линию с первой, и только после этого ее крепят с муфтой. Ориентиром при одевании будет проставленная маркером метка.
Перед тем, как соединить металлическую газовую трубку без сварки, нужно изучить все нюансы этой работы. Производя соединение газовых металлических трубопроводов, следует четко придерживаться рекомендаций от профессионалов.
ВАЖНО! При этой работе, прежде всего, нужно знать основы техники безопасности и проверить состав
СНиП 3.05.04-85 : Монтаж трубопроводов
Общие положения
Земляные работы
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке — опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ± 100 мм в плане, отметок лотков безнапорных трубопроводов — ± 5 мм, а отметок верха напорных трубопроводов — ± 30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3. 9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3. 23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 — 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С — при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С — при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать н
При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать н
Соединение водогазопроводных труб
Нарезание резьбы на трубах производят инструментом под названием клупп. Они бывают ручными и электрическими (рис. 48). Ручные клуппы, как правило, снабжаются трещоткой, позволяющей нарезать резьбу на уже установленной трубе. Электрические клуппы более дорогие агрегаты, но и более производительные. Они позволяют нарезать резьбу даже там, где нельзя подлезть ручным клуппом, так как не требуют пространства для поворота рукоятки, которое обычно требуется для ручного клуппа.
Рис. 48. Инструмент для нарезания резьбы — клупп
Перед началом монтажных работ необходимо промерить помещение и спроектировать трубопровод, разбивая его на прямые отрезки с продумыванием мест размещения соединительных муфт и фитингов. Работать придется без загиба труб с использованием угольников, тройников и крестовин.
Работать придется без загиба труб с использованием угольников, тройников и крестовин.
Стальные трубы конечно можно загибать, как и многие другие, но для этого нужен станок — трубогиб. Это довольно громоздкий инструмент, его приобретение для создания одной-двух магистралей вряд ли целесообразно. Однако, если в вашем населенном пункте есть мастерская, занимающаяся загибом труб и нарезанием на них резьб, либо имеется какая-то другая возможность выполнить эти работы, то этим нужно воспользоваться, предоставив им точные размеры заготовок с указанными длинами резьб и мест загибов. Кстати, станки-трубогибы совсем не редкость, их можно найти, если они еще не сданы в металлолом, даже в маленьких сельских мастерских.
Стальные трубы режутся на мерные куски труборезом, болгаркой или ножовкой по металлу. Неровно отрезанные торцы труб подрабатываются напильником. При обрезке труборезом на краях труб фаски получаются автоматически, при обрезке труб ножовкой или болгаркой — фаски снимают вручную. Они нужны для правильного «захода» на трубу ножей клуппа, иначе резьба может получиться неровной.
Они нужны для правильного «захода» на трубу ножей клуппа, иначе резьба может получиться неровной.
Резьба диаметром 1/2 и 3/4 дюйма нарезается ручным трубным клуппом за один проход, а большего диаметра — за два прохода. Приступая к нарезанию резьбы на трубе, трубу зажимают в прижиме и смазывают ее в месте нарезки олифой. Охлаждают инструмент в процессе нарезки резьбы тоже олифой. Использовать минеральное масло не рекомендуется, так как оно ухудшает качество нарезки. Клупп надевают на трубу (при этом стопорные винты должны быть вывернуты) и легкими ударами деревянной киянкой по рукоятке зажимного кольца сводят вплотную к трубе направляющие плашки. Сделав это, закрепляют направляющие плашки стопорным винтом. Таким же образом устанавливают и закрепляют режущие плашки, ориентируясь при этом на риску, соответствующую диаметру нарезаемой резьбы. Клуппом работают, вращая его по часовой стрелке. Нажимать на клупп с силой по продольной оси трубы нужно пока плашка не врежется в металл, дальнейшее наворачивание клуппа на трубу происходит так же, как наворачивание гайки на болт. Торопиться здесь не следует, сделав ручным клуппом один-два оборота по часовой стрелке, делают четветь-полоборота в обратную сторону, для перелома стружки. Чтобы снять клупп с трубы, плашки разводят.
Торопиться здесь не следует, сделав ручным клуппом один-два оборота по часовой стрелке, делают четветь-полоборота в обратную сторону, для перелома стружки. Чтобы снять клупп с трубы, плашки разводят.
Режущая деталь клуппа называется плашкой, она сделана в виде трубного раструба, то есть первые две нитки режущей кромки ниже, чем все остальные режущие кромки. Это сделано для того, чтобы на начальном этапе нарезки резьбы клупп лучше «заходил» на трубу: первые две режущие кромки плашки углубляются в метал трубы на небольшую глубину, другие режущие кромки эти канавки углубляют. В результате, по окончании нарезания резьбы две последние нитки резьбы имеют канавки неполной глубины, они называются сбегом резьбы.
Различают два типа резьбы на концах труб: короткая и сгон — длинная резьба.
Короткая резьба нарезается длиной немного меньше половины длины муфты. В этом случае между концами соединяемых труб будет оставаться зазор в 2–3 мм, что позволит заклинить муфту на сбеге резьбы. Короткую резьбу применяют для неразъемных соединений труб фасонными частями. Разъединить такое соединение на смонтированном трубопроводе можно, только разрезав трубы (рис. 49). Сборка труб ведется последовательно: сначала на один конец трубы на короткую резьбу накручивается муфта (угольник, тройник или крестовина) до заклинивания на сбеге, затем в муфту (угольник и т. д.) вкручивается конец другой трубы тоже до заклинивания на сбеге. Так как длина короткой резьбы не превышает половины длины муфты, ввернутые в нее трубы не встречаются и не упираются друг в друга, между ними остается зазор.
Короткую резьбу применяют для неразъемных соединений труб фасонными частями. Разъединить такое соединение на смонтированном трубопроводе можно, только разрезав трубы (рис. 49). Сборка труб ведется последовательно: сначала на один конец трубы на короткую резьбу накручивается муфта (угольник, тройник или крестовина) до заклинивания на сбеге, затем в муфту (угольник и т. д.) вкручивается конец другой трубы тоже до заклинивания на сбеге. Так как длина короткой резьбы не превышает половины длины муфты, ввернутые в нее трубы не встречаются и не упираются друг в друга, между ними остается зазор.
Рис. 49. Соединение стальных труб на коротких резьбах
Для того, чтобы резьбовое соединение труб с муфтой не протекало, используют уплотнительный материал — лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических резьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100°С), уплотнительным материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе. Для трубопроводов с теплоносителем температурой более 100°С в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, которые пропитывают графитом, замешанным на натуральной олифе.
Для трубопроводов с теплоносителем температурой более 100°С в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, которые пропитывают графитом, замешанным на натуральной олифе.
До того как на трубу будет навернута муфта, резьбу вначале промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь, которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода.
Муфта на обмотанную уплотнительным материалом резьбу трубы сначала закручивается от руки, а затем заворачивается трубным (раздвижным) ключом. Это очень важно, чтобы все фасонные фитинги закручивались с большим усилием до упора — заклинивая на сбеге, где труба из-за недорезанной резьбы образует конус и обеспечивается герметичность соединения. Кроме того, муфте, закрученной на коротких резьбах с заклиниванием с двух сторон, попросту некуда «развернуться» при температурном расширении трубопровода, она с обеих сторон подперта металлом, труб на которых больше нет резьбы.
Кроме того, муфте, закрученной на коротких резьбах с заклиниванием с двух сторон, попросту некуда «развернуться» при температурном расширении трубопровода, она с обеих сторон подперта металлом, труб на которых больше нет резьбы.
При свинчивании труб, для получения надежного заклинивания фасонной части на сбеге резьбы, ее не разрешается подавать назад, чтобы избежать нарушения плотности соединения. Если фасонная часть, например, угольник или тройник, не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то положение можно исправить, разобрав соединение и собрав его вновь, заменив подмотку, сделав ее чуть тоньше или толще. Либо трубопровод разбивают на конструктивные части, которые собирают отдельно, а уже потом эти части трубопровода скручивают фитингами «американка» или сгонами на месте монтажа.
При соединении трубопроводов на сгонах используются оба типа резьбы: длинная, собственно сам сгон, и короткая. Для выбора длины резьбы при нарезке клуппом можно воспользоваться ГОСТовскими данными, но лучше, если вы будете нарезать ее по факту, то есть по имеющимся у вас муфтам и фитингам. Производителей муфт и фитингов много: наши производители придерживаются отечественных нормативов, а зарубежные — своих. В любом случае, короткую резьбу лучше сделать короче, чем увеличить ее длину, тогда муфта хорошо заклинит на сбеге, а длинную резьбу (сгон) можно сделать и чуть подлиннее, легче будет пристыковать следующую трубу.
Производителей муфт и фитингов много: наши производители придерживаются отечественных нормативов, а зарубежные — своих. В любом случае, короткую резьбу лучше сделать короче, чем увеличить ее длину, тогда муфта хорошо заклинит на сбеге, а длинную резьбу (сгон) можно сделать и чуть подлиннее, легче будет пристыковать следующую трубу.
| Диаметр трубы в дюймах | 3/8 | 1/2 | 3/4 | 1 | 1 1/4 | 1 1/2 | 2 |
| Длина короткой резьбы, в мм | 8 | 9 | 10,5 | 11 | 13 | 15 | 17 |
Длина сгона, в мм | 40 | 42 | 45 | 50 | 55 | 60 | 65 |
И еще одно замечание: для нарезки резьбы годятся только стальные трубы с нормальной или увеличенной толщиной стенок. На трубах с тонкими стенками резьба не нарезается, а накатывается, при этом используется не режущие плашки, а накатывающие, иначе резьба прорежет тонкие стенки трубы ниже допустимого уровня. И не нужно путать стальные трубы с уменьшенной толщиной стенок с тонкостенными трубами, это разные трубы. На медные и стальные тонкостенные трубы резьбу вообще ни нарезать, ни накатывать нельзя.
Рис. 50. Соединение стальных труб на сгоне и короткой резьбе
Соединяют стальные трубы следующим образом (рис. 50). На сгон (длинную резьбу) насухо навертывают контргайку и муфту. Обеспечивая соосность, к первой трубе приставляют вторую и сгоняют муфту со сгона, одновременно навинчивая ее на короткую резьбу второй трубы, применяя уплотнительный материал. Затем на сгоне наматывают у торца муфты по ходу резьбы нерассученый, а свитый в жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик вдавливается в фаску муфты и препятствует просачиванию по резьбе воды или пара. Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет плотным. Места соединения труб очищают от выступающей подмотки ножовочным полотном.
Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций — рычажных, раздвижных и накидных. Ключи изготовляют пяти размеров, разделяющихся по номер
Типы трубных соединений — www.steeljrv.com
Типы присоединения труб
Соединение труб бывает разнообразным, обычно используются под сварку встык, фланцевое соединение, резьбовое соединение, сварку внахлест, клееный, паяный и рифленый конец.
Типы соединений назначаются в диалоговом окне «Свойства соединителя» при создании содержимого фитингов с помощью Content Builder (см. «Добавление соединителей к параметрическому фитингу»). Назначенные типы соединений затем отображаются на вкладке «Назначение соединений» диалогового окна «Настройки компоновки труб».
Безрезьбовые соединения не имеют резьбы, их необходимо приваривать или скреплять болтами.
Стыковые швы:
Стыковые швы — это сварные швы, при которых две соединяемые металлические детали находятся в одной плоскости. Эти типы сварных швов требуют лишь некоторой подготовки и используются с тонкими металлическими листами, которые можно сваривать за один проход. Общие проблемы, которые могут ослабить стыковой шов, — это улавливание шлака, чрезмерная пористость или растрескивание. Для прочных сварных швов цель — использовать как можно меньше сварочного материала.Стыковые сварные швы широко используются в автоматизированных сварочных процессах, таких как сварка под флюсом, из-за их относительной простоты подготовки. Когда металлы свариваются без участия человека, нет оператора, который мог бы внести коррективы в неидеальную подготовку стыка. Из-за этой необходимости стыковые сварные швы могут быть использованы из-за их упрощенной конструкции для эффективной подачи через автоматические сварочные аппараты.
Никаких дополнительных объектов не добавляется.
Фитинги и отрезки труб соединяются напрямую друг с другом.
Характеристики сварного соединения
Граница раздела прочная и герметичная, а прочность сварного шва обычно превышает 85% прочности трубы, даже превышая прочность основного металла.
Сварной стык представляет собой прямое соединение отрезков труб, конструкция простая, трубы красивые и аккуратные, сохранено большое количество фасонных фитингов.
Интерфейс плотный, наполнитель не используется, что сокращает объем работ по техническому обслуживанию.
Интерфейс не ограничен диаметром трубы, а скорость работы высокая.
Интерфейс сварного соединения представляет собой фиксированный интерфейс, который сложно подсоединять и разбирать. При необходимости ремонта и очистки трубопровода трубопровод следует отрезать.
Сварка металлических труб
Сварные соединения в основном используются для стыковых соединений, приварных фланцев и других гибких отверстий для водопроводных труб. Методы сварки обычно включают газовую сварку, ручную сварку и автоматическую дуговую сварку, а также контактную сварку. Перед сваркой трубопровод необходимо тщательно очистить и осмотреть.
Если стальная труба расположена напротив, продольные швы должны быть расположены в шахматном порядке на длину дуги более 100 мм, и не должно быть крестообразных швов; сварные швы не должны размещаться в стенах зданий, сооружений и т. д.
При прокатке стальной трубы продольные сварные швы каждой трубы не должны совпадать по одной прямой. Расстояние между продольными сварными швами двух соседних труб должно быть более чем в 3 раза больше толщины стенки и не менее 100 мм; Расстояние между двумя соседними продольными швами должно быть не менее 300 мм.
В криволинейной части трубы не должно быть сварных швов, а точка изгиба стыкового шва должна быть не меньше внешнего диаметра трубы и не менее 100 мм (кроме приварного колена). На опорах труб не должно быть кольцевых сварных швов.
Фланцевое Все типы
Фланец — это пластина или кольцо, прикрепляемое к трубе. Две трубы с фланцами создают плотное уплотнение, скрепляя их болтами.
- Фитинг к трубе: Фланцы обычно входят в состав фитингов.К отрезку трубы добавляется отдельный фланец.
- Труба к трубе: к каждому концу трубы добавляется отдельный фланец для создания соединения.
- Фитинг к фитингу: Фитинги с собственными фланцами соединяются напрямую друг с другом. К соединению не добавляются отдельные фланцы.
Фланцевые соединения — это две трубы, фитинги или оборудование. Съемное соединение, которое сначала крепится к фланцу, затем между двумя фланцами помещается фланцевая прокладка, и два фланца скрепляются болтами, чтобы обеспечить их плотное соединение.
Это соединение в основном используется для соединения чугунных труб, труб с резиновым покрытием, труб из цветных металлов и фланцевых клапанов; соединение между технологическим оборудованием и фланцами также является фланцевым.
Фланцевое соединение стальной трубы необходимо разобрать и подсоединить к фланцевым частям клапана, оборудованию, инструментам и т. Д. Фланцы доступны из чугуна и стали. Соединение фланца с трубой имеет три вида фланцевых незакрепленных, резьбовых и сварных соединений.При монтаже трубопроводов часто используется способ соединения плоских приварных стальных фланцев.
Фланцевое фланцевое соединение. Свободные фланцы с фланцами обычно используются для труб из аналогичных материалов, таких как медные трубы, свинцовые трубы, пластмассовые трубы и т. Д. При отбортовке используются разные методы работы в зависимости от материалов, при этом фланцы должны быть плоскими, без трещин и складок.
Резьбовое фланцевое соединение, соединенное с фланцами с внутренней резьбой и стальными трубками с внешней резьбой.Эти фланцы в основном изготовлены из чугуна и могут использоваться для соединений труб низкого давления.
Приварное фланцевое соединение, фланец и стальная труба приварены, это фланцевое соединение широко применяется. Метод сварки заключается в следующем: выберите пару фланцев соответственно, которые установлены на двух концах трубы, соединенных друг с другом. Если на некотором оборудовании уже есть фланцы, выберите тот же тип фланцевых втулок, которые нужно обработать, сначала точечную сварку, исправьте вертикальность и, наконец, надежно приварите фланец к трубе.Внутренняя и внешняя поверхности плоского приварного фланца должны быть приварены к трубе
.
Резьба, сварка внахлест, клеевое соединение, пайка
Труба представляет собой фитинг с наружной резьбой, а муфта эквивалентна фитингу с внутренней резьбой. Чтобы обеспечить герметичное уплотнение, лучше всего покрыть герметиком внешнюю часть трубы и внутреннюю часть раструба.
Для сварки внахлест требуется соединение трубы и раструба.
- Фитинг к трубе. Сегменты труб обычно имеют охватываемые концы, а фитинги — охватываемые.Труба вставляется прямо в фитинг.
- Труба к трубе: между сегментами трубы вставляется внутренняя муфта.
- Фитинг к фитингу: Фитинги соединяются напрямую друг с другом.
Резьбовой
Соединение трубной резьбы осуществляется тремя способами: цилиндрическая внутренняя резьба вставляется в цилиндрическую внешнюю резьбу, цилиндрическая внутренняя резьба вставляется в коническую внешнюю резьбу и коническая внутренняя резьба вставляется в коническую внешнюю резьбу.Среди них два последних метода более тесно связаны и являются обычно используемыми способами подключения.
Для увеличения герметичности стыка трубной резьбы и предотвращения разборки из-за ржавчины резьбы во время обслуживания резьба обычно заполняется. следовательно. Наполнитель должен заполнить зазор и предотвратить коррозию. Для обеспечения длинного и плотного соединения трубная резьба не должна быть слишком свободной. Не используйте больше наполнителя, чтобы предотвратить утечку. Следует отметить, что набивку можно использовать только один раз в резьбовом соединении, и при снятии ее следует заменить.
Для затяжки трубной резьбы следует использовать соответствующий трубный ключ. Не используйте втулку на рукоятке трубного ключа для затяжки трубы. После затяжки трубной резьбы должны быть открыты 1-2 витка резьбы (т.е. хвосты резьбы) снаружи трубы или клапана. Не ввинчивайте всю резьбу, излишки пеньки нужно очистить и обработать антикоррозийной обработкой. При установке фитингов обращайте внимание на положение и направление фитингов.
Сварка внахлест
Приварка с втулкой предназначена для врезания трубы в корпус клапана для сварки. Форма соединения с внутренней резьбой после формования аналогична.Обычно для раструбной сварки используются трубы из углеродистой стали и трубы из нержавеющей стали размером 2 дюйма или меньше; трубы из нержавеющей стали также используются для стыковой сварки ниже 2 ″, например, фланец фланец фланец; для стыковой сварки в основном используются титановые трубы, дуплексная сталь, сплавы на основе никеля и тому подобное.
Разница
- Сварные швы внахлест образуют угловые швы, а стыковые швы — стыковые. По прочности и напряженному состоянию шва стыковое соединение лучше муфты.Следовательно, в случае высокого уровня давления и плохих условий использования следует принять форму стыковки.
- Сварка внахлест обычно используется для небольших диаметров DN40 или меньше, что является экономичным. Стыковая сварка обычно применяется для DN40 и выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, трубопроводной арматуры и сварки труб. Трубы малого диаметра, как правило, имеют тонкую толщину стенки, легко смещаются и удаляются, их трудно сваривать, и они больше подходят для сварки муфт.Кроме того, муфта для раструбной сварки имеет армирующий эффект, поэтому она также используется под высоким давлением. Однако у муфтовой сварки есть и недостатки. Во-первых, напряженное состояние после сварки неудовлетворительное и сварка не сваривается. Оставлен зазор внутри системы труб. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте сварку муфтой. Более того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки.
- Первый должен быть одним большим и одним маленьким диаметром, прежде чем его можно будет вставить в сварку. Последние диаметры могут быть одинаковыми или разными. 2. Форма сварочной канавки отличается. 3 процесс сварки разный. Прочность после сварки не та.
- Классы низкого давления — это в основном сварные швы с раструбом, а классы высокого давления — часто стыковые швы. Стыковые сварные швы проходят 100% тестирование на дефектоскопию на отсутствие утечек.
- Как следует из названия, при сварке муфтой труба вставляется в сварное отверстие, а стыковая сварка приваривается непосредственно к соплу.Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля при сварке муфтой можно использовать магнитный порошок или испытание на проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления). Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.
Преимущество:
- Нет проблем со скосом;
- С изнаночной стороной проблем нет;
- Положение при сварке можно отрегулировать для плоской сварки.
Конец с пазом
Концевой фитинг с канавкой имеет канавку или уступ по краю. Эта канавка для фитингов позволяет установить уплотнение без сварки.
- Фитинг к трубе: считается, что фитинги и сегменты труб имеют концы с канавками, готовые к установке муфты. Добавляется муфта для соединения фитинга и трубы.
- Труба к трубе: добавляется муфта для соединения сегментов трубы.
- Фитинг к фитингу: добавляется муфта для соединения фитингов.
Примечание:
Домен Piping включает тип соединения, называемый Same Connection. Когда такое же соединение настроено для объекта трубы, который присоединен к концентратору, соединитель 1 наследует тип соединения типа соединения на соединителе 2 присоединенного концентратора.
Источник: Китайский производитель стальных труб — Yaang Pipe Industry Co., Limited (www.steeljrv.com).
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали.Продукция Yaang широко используется в судостроении, атомной энергетике, морской инженерии, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, резервуарах для природного газа и высокого давления и других отраслях).
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
• В чем разница между стальной трубой и стальной трубой?
• Технические условия для испытания трубопроводной системы под давлением
• Процесс производства холоднокатаных стальных труб.
• Как получить трубы из высококачественной легированной стали
• КАК ПОЛУЧИТЬ ВЫСОКОКАЧЕСТВЕННЫЕ СТАЛЬНЫЕ ТРУБЫ
• Как получить трубы из углеродистой стали высокого качества
• Стандарт и применение бесшовных и сварных труб из нержавеющей стали.
• Как отличить стальную трубу худшего качества
• КАК ПОЛУЧИТЬ ВЫСОКОКАЧЕСТВЕННЫЕ КОТЕЛЬНЫЕ ТРУБКИ
• Спецификация API 5L для трубопроводов
• Что означает API 5L Pipe
• Что такое бесшовная труба из углеродистой стали
• Что такое стальная труба DSAW
Ссылки:
Консультации — Инженер по подбору | Выбор труб и материалов для трубопроводов
Джефф Болдт, ЧП, LEED AP, FASHRAE, FPE, HBDP; Кейт Стоун, ЧП 17 сентября 2018 г.
Предоставлено: IMEG Corp.
Цели обучения
- Разберитесь в плюсах и минусах различных материалов трубопроводов.
- Ознакомьтесь с некоторыми проблемами, связанными с совместимостью материалов.
- Узнайте о проблемах коррозии в гидравлических и бытовых системах трубопроводов.
Так же, как свойства различных материалов труб сильно различаются (см. Таблицу 1), важность этих свойств сильно варьируется в зависимости от проекта. Выбор материала трубопровода зависит от области применения и качества воды.Например, в системах отопления часто используются стальные трубы из-за их низкой стоимости, прочности и устойчивости к теплу, в то время как в системах с чистой водой, вероятно, будут использоваться трубы из чистого полипропилена (PP) или поливинилиденфторида (PVDF).
Основные свойства материала
Сталь прочная, жесткая и имеет низкий коэффициент теплового расширения. Он также тяжелый (для его транспортировки может потребоваться несколько рабочих) и подвержен коррозии. Иногда ее называют углеродистой или черной сталью, чтобы отличить ее от нержавеющей и оцинкованной стали.Вся сталь по определению содержит углерод.
Стальчасто используется для замкнутых гидравлических систем, поскольку она недорогая, особенно по сравнению с другими материалами в системах с высоким давлением, а коррозия в этих системах относительно легко контролируется. Он также является хорошим выбором для паровых и пароконденсатных систем, поскольку хорошо выдерживает высокие температуры и давления, а коррозия обычно не является проблемой для паропроводов. Тем не менее, коррозия является проблемой в пароконденсатных трубах, и многие инженеры указывают стальные трубы сортамента 80 просто потому, что для прохождения коррозии требуется примерно в два раза больше времени, чем у трубы сортамента 40.
Если амины (обычно циклогексиламин, морфолин или диэтилэтаноламин (DEAE) подаются должным образом для нейтрализации pH конденсатной трубы, конденсатные трубы могут прослужить весь срок службы здания. Некоторые владельцы зданий не хотят, чтобы эти химические вещества содержались в паре, который может использоваться для увлажнения, поскольку проблем со здоровьем, однако отказ от использования этих аминов может потребовать замены трубопровода из нержавеющей стали (SS) или добавления отдельной системы «чистого пара» для увлажнения и стерилизации медицинских инструментов.
Жесткость важна, потому что она определяет расстояние между подвесками. Стальные трубы изготавливаются длиной 21 фут, и подвески могут быть разнесены на такое большое расстояние для труб большого диаметра. Однако для более гибких материалов могут потребоваться подвесы на расстоянии не менее 4 футов от центра или даже непрерывно. Обратитесь к ANSI / MSS SP-58: Подвески и опоры для труб — материалы, конструкция, изготовление, выбор, применение и установка для получения подробной информации о подвесках и расстоянии между подвесками.
Низкий коэффициент теплового расширения сводит к минимуму необходимость в расширительных петлях и компенсаторах.Однако высокая жесткость стали означает, что, хотя она меньше расширяется, она оказывает очень большие усилия на анкеры.
Труба из оцинкованной стали — это стальная труба, погруженная в ванну с цинком (см. Рисунок 1). Цинкование имеет два метода уменьшения коррозии:
- Он покрывает поверхность, как краска, и в большинстве случаев образует прочный оксидный слой, такой как алюминий и нержавеющая сталь.
- Он обеспечивает заменяемый анод (цинк) для защиты от коррозии вместо коррозии стали.
Оцинкованная стальная труба имеет все преимущества стальной трубы, а также улучшенную коррозионную стойкость в большинстве сред, хотя и по несколько более высокой стоимости. Оцинковка почти идеально подходит для применений, где она периодически смачивается и сушится (например, дорожные знаки и ограждения). Он может выйти из строя в средах с высоким содержанием натрия (например, умягченная вода, которая вначале была очень жесткой), потому что натрий заставляет прилипшую оксидную пленку отслаиваться и реагировать больше как стальная труба, где оксид отслаивается.Если сваривается оцинкованная труба, сварщик должен быть осторожен, чтобы стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен. Если внутри требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Дополнительную информацию можно получить в Американской ассоциации гальванизаторов.)
Медная труба часто используется как в гидравлических, так и в бытовых системах, особенно для 2-дюймовых. и трубы меньшего размера. Однако некоторые подрядчики предлагают заменить оцинкованные стальные трубы для бытового водоснабжения медными до 6 дюймов.по размеру, особенно на Среднем Западе. Медь — дорогой материал, но имеет то преимущество, что весит меньше стали, и для ее установки может потребоваться меньше сотрудников, в зависимости от веса и ограничений профсоюзов. Кроме того, медь обычно более благородна и устойчива к коррозии, чем сталь или оцинкованная сталь.
В индустрии HVAC большая часть меди — это твердая (закаленная) медь типа L (средней толщины), хотя подземная мягкая (отожженная) медь часто относится к типу K (толстая). Сливной, сливной и вентиляционный трубопровод (DWV) тоньше (тип M).
Нержавеющая сталь широко считается устойчивой ко всем видам коррозии. Это верно во многих случаях, но не во всех. Анаэробная и хлоридная коррозия могут повлиять на SS. Самый распространенный сплав — нержавеющая сталь 304, который добавляет в сталь 18% хрома и 8% никеля. 304L имеет пониженное содержание углерода, чтобы свести к минимуму склонность SS к коррозии сварных швов. SS с обозначением L рекомендуется для всех SS, которые будут свариваться и могут иметь проблемы с коррозией, например выхлопные газы и некоторые системы трубопроводов.316 и 316L добавляют молибден для снижения чувствительности к хлоридам.
В последнее десятилетие мы видели, что более тонкая нержавеющая сталь предлагается в качестве альтернативы стальным оцинкованным трубам и медным трубам большего диаметра, в первую очередь для бытовых трубопроводов для питьевой воды. Если это сделать неправильно, есть одна потенциальная проблема (см. «Смешивание материалов может вызвать проблемы»).
SS требует некоторого количества кислорода для образования приставшего оксидного слоя, как у алюминиевых автомобильных колес. Обычно это не проблема в водяных системах отопления / охлаждения или системах водоснабжения, но в большой системе хранения охлажденной воды уровень кислорода может стать достаточно низким, чтобы возникли проблемы с микробиологической коррозией (известной как MIC).
Есть много марок СС. В целом сплавы серии 300 наиболее устойчивы к коррозии и немагнитны. Серия 400 тверже, устойчивее к истиранию, выдерживает более высокие температуры и обладает магнитными свойствами. Сплавы серии 200 используются в мойках и в тех местах, где допустима меньшая коррозионная стойкость.
Чугун (CI) используется в основном в канализационных и ливневых системах. В этих применениях он имеет очень хорошую коррозионную стойкость. Недостаток в том, что самые обычные суставы не зажаты.Большинство шарниров из чугуна являются вставными или без ступицы. Вставные соединения очень хорошо работают под землей, где давление почвы помогает остановить движение трубы. Однако над землей существует риск того, что труба может отделиться, если произойдет закупорка и давление станет слишком высоким. Оцинкованная сталь, в первую очередь для ливневых систем, с механическими муфтами или трубопроводами с пластмассовой связкой, может быть указана, когда кажется возможным риск затопления из-за давления.
Ковкий чугун (DI) похож на чугун, за исключением того, что он имеет более низкий процент углерода и содержит отжиг и / или добавки, такие как магний, для образования другой (шаровидной) матрицы.Это делает его более прочным и пластичным, чем чугун. По коррозионной стойкости он очень похож на чугун. DI обычно используется для городских водопроводов. Для ливневой или канализационной канализации можно указать одну длину трубы прямого ввода, проходящей под фундаментом, чтобы в случае оседания конструкции труба изгибалась и не ломалась.
Duriron практически отсутствует на рынке, но его можно увидеть в проектах реконструкции. Это чугун с добавлением кремния для защиты от коррозии. Ранее он использовался для лабораторных систем удаления отходов.Чугунные форточки, которые «сверкают» на крыше, — это Duriron. Сегодня его обычно заменяют полипропиленом (PP), поливинилиденфторидом (PVDF) или иногда боросиликатным стеклом.
Трубопровод из поливинилхлорида (ПВХ) часто используется в жилых домах и становится все более популярным в коммерческих / промышленных приложениях. Его преимущество состоит в том, что он очень устойчив к большей части коррозии, но не к растворителям или некоторым маслам. Некоторые производители используют полиэфирное масло (POE) для очистки змеевиков HVAC и, в некоторых случаях, вызывают растрескивание труб отвода конденсата из ПВХ.Хлорированный поливинилхлорид (ХПВХ) и акрилонитрил-бутадиенстирол (АБС) также крайне несовместимы с маслами POE.
Одна из проблем, связанных с ПВХ и ХПВХ, заключается в том, что они содержат хлор. Когда хлор горит, образуется горчичный газ. Хотя смертельные случаи не были вызваны горением трубы в зданиях, выделяющей газообразный хлор, они прочитали по крайней мере одну статью о горящей копировальной машине из ПВХ, которая привела к гибели пожарных. Наибольшую озабоченность по поводу ПВХ вызывают близкое расположение подвесок и несоответствие установленному рейтингу распространения пламени / дыма 25/50 согласно NFPA 255: Стандартный метод испытания характеристик горения поверхности строительных материалов и ASTM E84: Стандартный метод испытания характеристик горения поверхности Строительные материалы, требуемые строительными нормами для материалов, размещаемых в приточных коллекторах.Это также верно для полипропилена и большинства составов ХПВХ.
CPVC — это в основном ПВХ с добавлением сшитой молекулы хлора для повышения термостойкости. Обычно используется в системах горячего водоснабжения. Одним из недостатков систем трубопроводов из ПВХ, ХПВХ и большинства пластиковых и некоторых армированных волокном пластиков (FRP) систем является то, что они имеют фитинги с очень коротким радиусом, поэтому они имеют более высокие коэффициенты падения давления.
Полипропилен известен как олефин в ковровой промышленности, где он используется для изготовления ковров внутри и снаружи помещений.Преимущество полипропилена в том, что он может работать с жидкостями до 210 ° F, и он очень устойчив к коррозии. Некоторые фирмы используют его для очистки кислотных отходов и (в форме без добавок) для систем чистой воды. Он также используется в некоторых трубопроводах для отходов молочной промышленности, где вода при температуре 210 ° F может стекать в канализацию, чтобы очистить затвердевший сыр. В общем, полипропилен является наиболее устойчивым к коррозии из всех материалов, кроме ПВДФ и других производных тефлона.
Поливинилиденфторид (PVDF) — это фторполимер, родственный тефлону.Дорого, но с прекрасными свойствами. Он может выдерживать 212 ° F жидкостей, соответствует норме распространения пламени / дыма 25/50 для воздухозаборников (и используется для внутренней обшивки городских автобусов, потому что он не горит, как другие пластмассы), и очень инертен ( т. е. его можно использовать в лабораторных или микрочиповых системах с водой высочайшей чистоты).
Трубы PEX (сшитый полиэтилен) стали очень популярными, особенно в системах водоснабжения жилых домов. Это прозрачный гибкий материал для труб, и некоторые его составы соответствуют требованиям 25/50 для пламени / дыма при размещении в камерах вытяжного воздуха.Он очень гибкий, требует частой или постоянной поддержки.
Боросиликатное стекло когда-то было популярным материалом для лабораторных отходов. Он обладает высокой устойчивостью к коррозии, но стоит дорого и может вызвать проблемы, если в канализацию слить очень горячую воду. Обычно он не используется в современных лабораториях.
FRP полезен для применений, где желательны коррозионная стойкость, стойкость к ультрафиолету (УФ) и большая жесткость, чем у пластмасс. Он имеет различные свойства коррозионной стойкости и прочности в зависимости от используемого пластика и волокна, а также от его ориентации.Многие продукты позволяют выбирать различные внутренние покрытия, устойчивые к определенным химическим веществам. Трубопровод градирни — хорошее применение в системах отопления, вентиляции и кондиционирования воздуха, при условии, что изделие имеет фитинги с низким коэффициентом потерь.
Способы соединения
Сварка — старая и надежная технология. По сути, это сплавление труб вместе. Этот метод используют сталь и полипропилен. Сварку можно использовать для оцинкованной стали, но отремонтировать цинковое покрытие внутри труб практически невозможно, поэтому предпочтительнее механическое соединение.
Резьба включает в себя свинчивание труб вместе, обычно с помощью ниппеля с внутренней резьбой между двумя участками трубы с наружной резьбой. Нарезка резьбы обычна для стальных и оцинкованных стальных труб. Это также характерно для некоторых материалов пластиковых труб. Он используется для нержавеющей стали, но требует свежих штампов и анаэробного соединения для труб для герметичных соединений. Резьбовые соединения выдерживают нагрузки во всех направлениях.
Фланец стоит дорого, но практически надежен. Фланцевые соединения могут выдерживать любое желаемое давление и могут быть диэлектрическими для минимизации коррозии (см. Рисунок 2).
Механические муфты (см. Рисунок 3) выдерживают силы во всех направлениях, а также могут выдерживать любое желаемое давление. Сегодня мы наблюдаем движение к сборкам, сваренным в заводских условиях, которые соединяются в полевых условиях механическими муфтами, или к системам, которые полностью механически связаны, в основном в размерах более 2 дюймов. Доступны как жесткие, так и гибкие муфты. Некоторые проекты также включают вертикальные стояки, которые выигрывают от линейной гибкости «гибких» муфт, чтобы избежать деформационных швов или смещений, которые увеличивают размеры вала, чтобы предотвратить разрушение труб из-за сил сдвига на негибких стенках вала.Гибкие механические муфты также могут заменять гибкие соединения, в зависимости от геометрии и виброизоляции насоса или оборудования.
Коррозия
Коррозия очень важна для трубопроводных систем. Обычно в системах водяного отопления или охлаждения используются ингибиторы коррозии и, возможно, биоциды. Нитриты и молибдаты являются наиболее распространенными ингибиторами коррозии. Некоторые проектные фирмы устанавливают только молибдаты для систем с охлажденной водой, но допускают использование молибдатов или нитритов для систем отопления и отопления, которые поднимают температуру воды выше 140 ° F зимой.Это связано с тем, что в прохладной воде нитриты могут быть пищей для микроорганизмов; микробиологическое «цветение» может происходить в системах с охлажденной водой.
Отдельные ингибиторы добавляются для защиты «желтых металлов», таких как медь. В гликольных системах большинство поставщиков используют ингибитор фосфатной коррозии, потому что он также соответствует правилам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов для пищевых продуктов, поэтому им нужно сделать только один продукт для пищевого и непищевого гликоля.
Однако, по крайней мере, один поставщик использует нитраты, поэтому каждый владелец должен вести учет того, что находится в их здании.Данные об эффективности лечения полунитратами и полуфосфатами отсутствуют; смешивание гликолей с ингибиторами различного химического состава не рекомендуется. Системы, содержащие гликоль, должны поддерживать концентрацию гликоля от 18% до 25%. Источники различаются по точному пределу, но ни один производитель не продает предварительно смешанный гликоль с концентрацией ниже 20%; не рекомендуется использовать ничего ниже 25%.
Если этого не сделать, микроорганизмы могут быстро размножаться, потому что гликоль — это пища. Гликоль — это спирт, и, как и при производстве вина, до тех пор, пока его концентрация не станет токсичной, микроорганизмы будут размножаться.Никогда не допускайте подключения подпитки бытовой воды в гликолевой системе, иначе концентрация будет медленно снижаться, пока не возникнет серьезная проблема. Рекомендуется подающий бак, заполненный предварительно смешанным промышленным (не автомобильным) гликолем, реле давления и насос.
Сталь относительно невосприимчива к коррозии, если она находится в среде с высоким pH (например, стальная арматура в бетоне). Шкала pH является логарифмической и обычно находится в диапазоне от 0 до 14. Она показывает, насколько кислым или основным является раствор, где 0 — самый кислый, а 14 — самый основной.PH 7 указывает на нейтральность. Диапазон pH от 8 до 10,5 обычно используется для трубопроводных систем, содержащих сталь. Однако сталь подвержена коррозии при низком pH или при воздействии на нее отдельных химикатов. Многие схемы защиты от коррозии полагаются на высокий pH, но это проблема для систем, которые включают котлы с алюминиевыми теплообменниками, потому что алюминий не совместим с высоким pH. Комбинация стальных труб и алюминиевых теплообменников требует очень узкого диапазона pH в гидравлических системах, обычно от 8 до 8.5.
Поверхностная конденсация — еще одна проблема. На Среднем Западе в некоторых системах принято не изолировать трубы PEX или другие пластиковые трубы, потому что не образуется конденсат. Но с точки зрения энергии PEX теряет тепло быстрее, чем медная труба. Это связано с тем, что больший внешний диаметр PEX обеспечивает большую площадь поверхности для передачи тепла.
Диэлектрическая арматура сегодня вызывает споры. Диэлектрические фланцы часто являются предпочтительным диэлектрическим фитингом, потому что, если диэлектрические фланцы указаны и подрядчик устанавливает не диэлектрические фланцы, единственное исправление — установка пластиковых изолирующих вставок для болтов — замена фланцев не требуется.Однако сегодня NFPA 70: Национальный электротехнический кодекс (NEC) требует соединения металлических трубопроводов водоснабжения, что препятствует диэлектрическому разделению, обеспечиваемому диэлектрическими фланцами, соединениями и, возможно, ниппелями.
Тщательно подумайте о материалах, которые вы указываете для систем трубопроводов. У каждого материала есть прекрасные применения на рынке, но у каждого есть приложения, для которых он не подходит. Здесь были представлены плюсы и минусы нескольких широко используемых материалов, но эта статья лишь коснулась поверхности этой области инженерии.
Смешивание материалов может равняться неприятностям: знайте, какие материалы трубопроводов вы используете для минимизации коррозии
За последнее десятилетие труба с более тонкими стенками с механическим соединением (нержавеющая сталь марки 10 304 или SS) стала более распространенной для труб диаметром 2,5 дюйма. и более крупные системы бытового водоснабжения. Он обеспечивает высокую коррозионную стойкость и более низкую стоимость монтажа по сравнению с оцинкованной сталью сортамента 40 или медной трубой типа L.
Стоимость материала из нержавеющей стали марки 10 304 почти такая же, как и у гальванизированной стали сортамента 40, но она вдвое меньше по весу, поэтому установка дешевле.Стоимость медного материала почти вдвое выше, чем у сорта 10 304 SS в этих размерах, но имеет аналогичные затраты на установку, поэтому она также имеет более высокую стоимость установки. Одна проблема, которая вызвала проблемы, заключается в том, что фитинги из нержавеющей стали марки 10 304 примерно на треть дороже, чем фитинги из оцинкованной стали категории 40, поэтому оцинкованные фитинги смешивают с прямыми трубами из нержавеющей стали с добрыми намерениями.
Считается, что нержавеющая сталь и оцинкованная сталь устойчивы к коррозии, а механическое соединение обеспечивает разделение диэлектрика, что неверно.Диэлектрическая коррозия, которая возникает между цинкованием (цинком) и SS, очень велика, поскольку материалы находятся почти на противоположных концах диаграммы благородства металлов. Коррозия цинка быстрая и серьезная (см. Рисунок 4).
Джефф Болдт является руководителем IMEG Corp., где он является директором по инновациям и качеству. Он также является членом ASHRAE TC 3.6 Обработка воды.
Кейт Стоун — младший директор и старший специалист по машиностроению в IMEG Corp., где он отвечает за техническую экспертизу и качество.
FLEXSTEEL
Трубные соединения FlexSteel производятся с использованием проверенной временем обжимной системы концевых фитингов, которые спроектированы, изготовлены и испытаны в соответствии со стандартами API 15S. Наши средние и концевые фитинги изготавливаются из нержавеющей или углеродистой стали. для быстрого и надежного подключения. В отличие от методов установки для альтернативных решений, запатентованный процесс обжимки FlexSteel полностью исключает необходимость сварки на месте проекта, что значительно сокращает количество необходимого оборудования и количества членов экипажа.Поскольку соединения требуются только между каждым барабаном трубы, количество потенциальных путей утечки значительно сокращается, и процесс установки значительно сокращается. быстрее с трубой FlexSteel. Например, одна миля трубы FlexSteel диаметром 6 дюймов и 1500 фунтов на квадратный дюйм имеет только пять соединений; миля сварной стальной трубы имеет 132 стыка, что создает больший риск утечки в течение срока службы трубопровода.
В дополнение к стандартным отраслевым компонентам мы регулярно работаем с клиентами над разработкой и производством индивидуальных решений, которые обеспечивают клиентам полную гибкость в использовании FlexSteel. по их проекту.Мы стремимся помочь вам нестандартно мыслить при поиске или создании сборного фитинга, который является наилучшим возможным решением для вашего проекта. Установка может быть выполнена с помощью FlexSteel техник или подрядчик, сертифицированный FlexSteel.
СоединенияFlexSteel производятся на нашем предприятии Connections площадью 24 000 квадратных футов в Хьюстоне, штат Техас.
Процесс обжима — как это работает
В обжимных устройствахFlexSteel используется специальная технология гидравлического сжатия для формирования стальных стенок концевых фитингов или срединных соединений на стенке трубы.Этот процесс, называемый обжимкой, обеспечивает однородное герметичное компрессионное уплотнение между двумя отрезками трубы и / или соединениями с другими компонентами. Обжимное оборудование включает пресс, гидроагрегат (ГСУ), систему управления и оснастку. Операции обжима хорошо подходит для использования на заводе или в полевых условиях. Обжимка выполняется просто и быстро и не зависит от температуры окружающей среды и чистоты. Нажмите здесь, чтобы увидеть демонстрацию процесса обжимки.
Pipes General — Труба представляет собой полую трубу с круглым поперечным сечением для транспортировки продуктов
Что такое труба?
Труба — полая труба круглого сечения для транспортировки продуктов. Продукция включает жидкости, газ, гранулы, порошки и многое другое. Слово «труба» используется в отличие от «труба» для обозначения трубных изделий с размерами, обычно используемыми для трубопроводов и трубопроводных систем. На этом сайте представлены трубы, соответствующие требованиям к размерам: ASME B36.Будут обсуждаться 10 Сварные и бесшовные трубы из кованой стали и трубы из нержавеющей стали ASME B36.19 .
Труба или трубка?
В мире трубопроводов будут использоваться термины труба и труба. Труба обычно обозначается «номинальным размером трубы» (NPS), а толщина стенки определяется «номером спецификации» (SCH).
Трубка обычно определяется ее наружным диаметром (O.D.) и толщиной стенки (WT), которые выражаются либо в калибрах проволоки Бирмингема (BWG), либо в тысячных долях дюйма.
Труба: NPS 1/2-SCH 40 имеет ровный внешний диаметр 21,3 мм при толщине стенки 2,77 мм.
Трубка: 1/2 «x 1,5, ровный внешний диаметр 12,7 мм при толщине стенки 1,5 мм.
В основном трубы используются в теплообменниках, приборных линиях и небольших соединениях в оборудовании, таком как компрессоры, котлы и т. Д.
Материалы для трубы
В инжиниринговых компаниях есть инженеры по материалам, которые определяют материалы, которые будут использоваться в системах трубопроводов.Большинство труб из углеродистой стали (в зависимости от условий эксплуатации) изготавливаются по различным стандартам ASTM.
Труба из углеродистой стали — прочная, пластичная, свариваемая, обрабатываемая, достаточно прочная, долговечная и почти всегда дешевле трубы из других материалов. Если труба из углеродистой стали может соответствовать требованиям давления, температуры, коррозионной стойкости и гигиены, это естественный выбор.
Труба железная изготавливается из чугуна и высокопрочного чугуна. Основное использование — водопровод, газ и канализация.
Пластиковая труба может использоваться для транспортировки агрессивных жидкостей и особенно полезна для работы с агрессивными или опасными газами и разбавленными минеральными кислотами.
Другие металлы и сплавы Можно легко получить трубы из меди, свинца, никеля, латуни, алюминия и различных нержавеющих сталей. Эти материалы относительно дороги и обычно выбираются либо из-за их особой коррозионной стойкости к химическим веществам процесса, их хорошей теплопередачи, либо из-за их прочности на разрыв при высоких температурах.Медь и медные сплавы являются традиционными для приборных линий, пищевой промышленности и теплообменного оборудования. Для них все чаще используются нержавеющие стали.
Труба с футеровкой
Некоторые материалы, описанные выше, были объединены в системы труб с футеровкой.
Например, труба из углеродистой стали может иметь внутреннюю футеровку из материала, способного противостоять химическому воздействию, что позволяет использовать ее для транспортировки агрессивных жидкостей. Покрытия (например, Teflon®) могут быть применены после изготовления трубопровода, поэтому можно изготавливать целые бобины труб перед облицовкой.
Другими внутренними слоями могут быть: стекло, различные пластмассы, бетон и т. Д., А также покрытия, такие как эпоксидная смола, битумный асфальт, цинк и т. Д., Могут помочь защитить внутреннюю трубу.
При выборе правильного материала важно многое. Наиболее важными из них являются давление, температура, тип продукта, размеры, стоимость и т. Д.
Профиль компании, Трехходовые стальные бесшовные стальные трубы, Стальные трубы ERW, Стальные трубы LSAW, Стальные трубы SSAW
О ТРОЙНОЙ СТАЛИ
Трехходовая сталь co., ltd — поставщик стальных труб мирового класса SSAW, одна из крупнейших дочерних компаний Shinestar Holdings Group Co., ltd. Являясь крупнейшей экспортной базой компании, мы стремимся предоставлять клиентам профессиональные универсальные услуги по закупкам с отличным качеством, конкурентоспособной ценой, удобной транспортировкой и своевременной доставкой. В настоящее время клиенты по всему миру. Включая Сингапур, Вьетнам, Египет, Нигерию, Аравию, Объединенные Арабские Эмираты, Кувейт, Оман, Мексику, Колумбию, Австралию и т. Д. В будущем компания Threeway Steel co., ltd стремится принести неожиданные особые впечатления для клиентов по всему миру благодаря отличной силе и богатому опыту.
НАШИ ТОВАРЫ
Хорошее качество — залог конкурентоспособности предприятия. Нашей основной продукцией являются бесшовные трубы из углеродистой стали, сварные трубы из углеродистой стали, трубы из нержавеющей стали, фитинги. Вся продукция производится на заводе, имеющем сертификаты ISO и CE, в строгом соответствии с международными стандартами.Между тем, мы предоставляем дополнительные услуги, такие как: горячеоцинкованные стальные трубы, антикоррозийная обработка стальных труб, резка труб или другие индивидуальные услуги. Компания Threeway Steel co., Ltd может предложить широкий ассортимент продукции и полные спецификации. реализуем масштабные проекты и предоставляем индивидуальные решения. Мы особенно хороши в предоставлении решений для объектов инфраструктуры, таких как строительство мостов, строительство, инфраструктура класса стали и так далее.
ПРОИЗВОДСТВО
Компания Threeway Steel Co., ltd владеет мощной платформой для исследований и разработок, мы строим фабрики в Тяньцзине, Цзянсу, Хунани и Цзянси. Отдел исследований и разработок был создан для того, чтобы взять под контроль разработку, производство, контроль качества, все аспекты транспортировки, чтобы обеспечить надежное качество продукции. Чтобы лучше обслуживать спираль мирового рынка, SEREIN инвестировала 12 линий по производству стальных труб SSAW, эти линии, которые мы предоставляем, могут хорошо покрывать технические характеристики наружного диаметра 219-3500. Между тем, чтобы достичь высоких стандартов качества производства, мы инвестировали много оборудования для испытаний, включая машину для испытаний на удар, гибочную машину, ультразвуковые детекторы, оптическую микроскопию, оборудование для гидравлических испытаний.В нашем испытательном центре мы можем предоставить полный производственный процесс и услуги по тестированию готовой продукции.
О ГРУППЕ SHINESTAR HOLDINGS
Shinestar Holdings Group Co., ltd, один из крупнейших мировых производителей стали, расположенный в Китае, стремится предоставлять высококачественную стальную продукцию для глобальных клиентов и услуг. Сфера деятельности охватывает производство, обработку, хранение, маркетинг, логистику, и другие материалы для многих областей сбора и управления глобальными проектами.Благодаря обширному отраслевому опыту Shinestar не только производит высококачественную стальную продукцию, но также предоставляет техническую поддержку и решения для различных проектов. В то же время обеспечивается контроль рисков, контроль затрат, управление складом, эффективное производство, в том числе ряд общих услуг. В будущем Shinestar продолжит сотрудничество с мировыми энергетическими компаниями, нефтяными компаниями, строительными компаниями, обеспечит комплексные закупки материалы и услуги, а также гарантируют, что клиенты приобретут самую экономичную сталь.
фитинги, колено, тройник, фланец
Подробнее о продукте
Фланец
Фланец из нержавеющей стали | Накидные на фланцы 500×500 | Кованый глухой фланец | Надеть на фланец |
Фланец с резьбой из нержавеющей стали | Фланец из нержавеющей стали внахлест | Фланец с приварной шейкой из углеродистой стали | Фланец с шейкой из нержавеющей стали |
Резьбовой фланец из углеродистой стали | Накладка из углеродистой стали на фланец | |
Колено
Колено из углеродистой стали 45 ° Стальной отвод 90 ° Cabon Колено из углеродистой стали Стальной колено с кабиной 180 ° 90 ° короткий отвод Колено из нержавеющей стали 90 ° Колено из нержавеющей стали 180 ° Оцинкованный локоть
Тройник
Прямой тройник из углеродистой стали Тройник редуктора из углеродистой стали Прямая футболка из нержавеющей стали Тройник редуктора из нержавеющей стали Длинная футболка
TopProcess
Упаковка и транспортировка
Наши преимущества
1.Профессиональный производитель стальных труб с 1993 года.
2. Качество: производить в соответствии с данным стандартом, таким как ASTM, ASME, DIN, EN, ISO.
3. Инспекция: Инспекция третьей стороной или заказчик инспекции в порядке, например SGS, BV.
4. Оперативная обратная связь: все ваши электронные письма и вопросы будут даны ответы в течение 1 рабочего часа.
5. Гибкие условия оплаты: T / T, L / C и так далее.
Подробнее о продукте
Фланец
Фланец из нержавеющей стали | Накидные на фланцы 500×500 | Кованый глухой фланец | Надеть на фланец |
Фланец с резьбой из нержавеющей стали | Фланец из нержавеющей стали внахлест | Фланец с приварной шейкой из углеродистой стали | Фланец с шейкой из нержавеющей стали |
Резьбовой фланец из углеродистой стали | Накладка из углеродистой стали на фланец | |
Колено
Колено из углеродистой стали 45 ° Стальной отвод 90 ° Cabon Колено из углеродистой стали Стальной колено с кабиной 180 ° 90 ° короткий отвод Колено из нержавеющей стали 90 ° Колено из нержавеющей стали 180 ° Оцинкованный локоть
Тройник
Прямой тройник из углеродистой стали Тройник редуктора из углеродистой стали Прямая футболка из нержавеющей стали Тройник редуктора из нержавеющей стали Длинная футболка
Процесс
Упаковка и транспортировка
Наши преимущества
1.